SolidCAM Solid Prode

1. 介绍
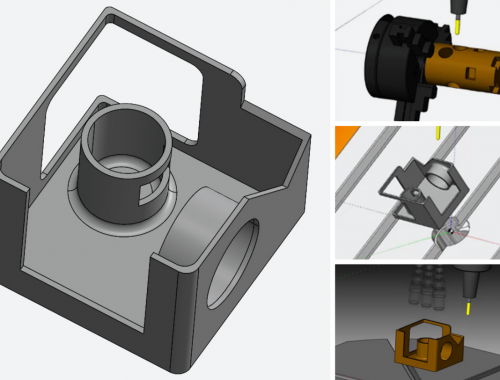
SolidCAM 为你带来了 Solid Prode 模块,提供原点定义和机床上验证 (OMV) 能力,使用 CNC 机床上的探头来设置和控制加工零件的质量。Solid Prode 还提供刀具预调仪支持。
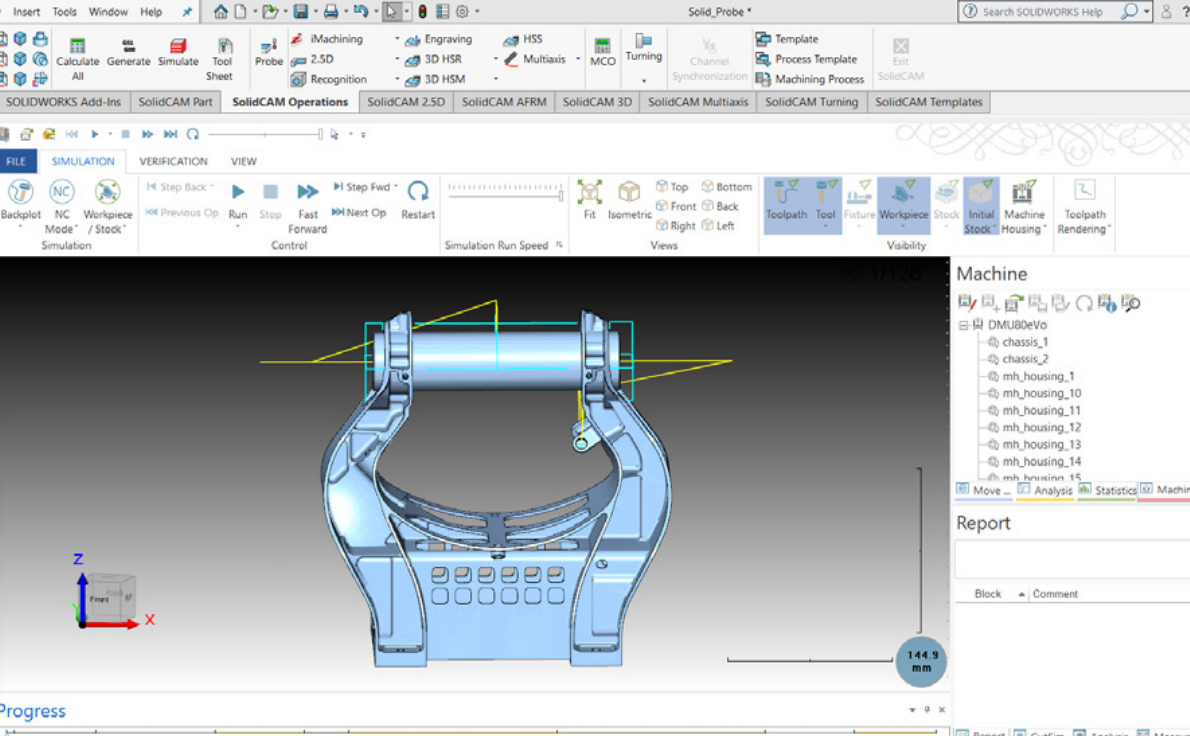
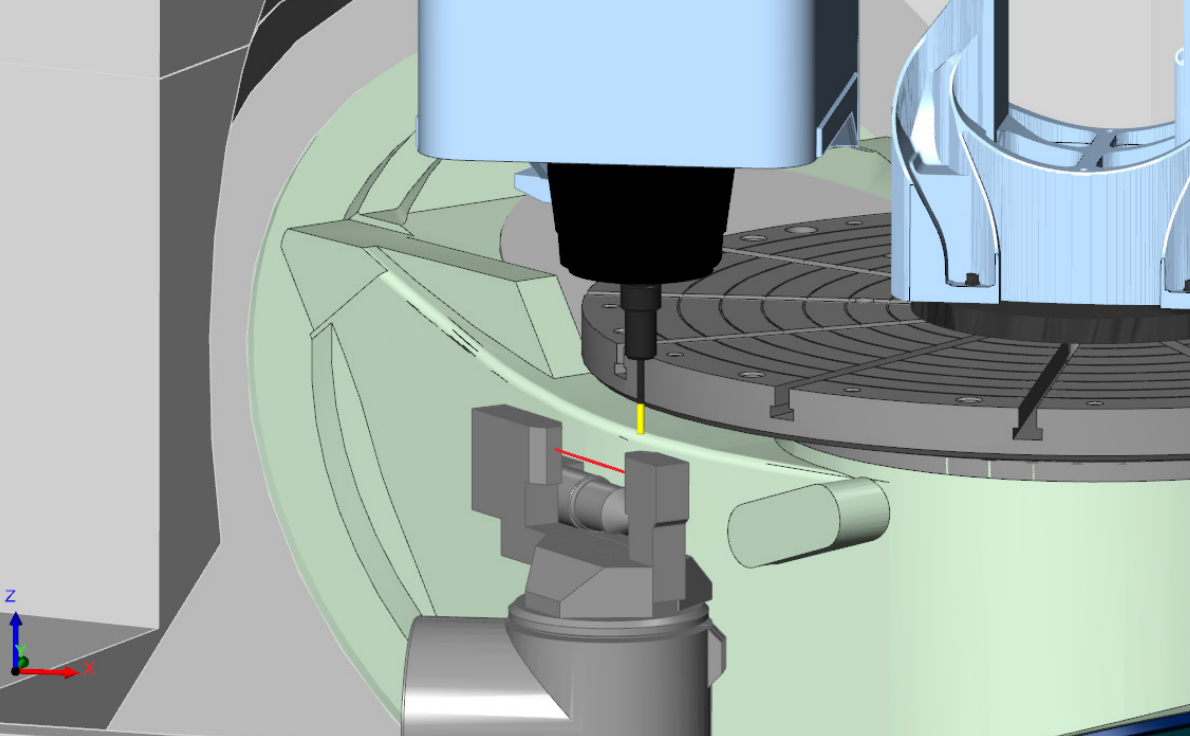
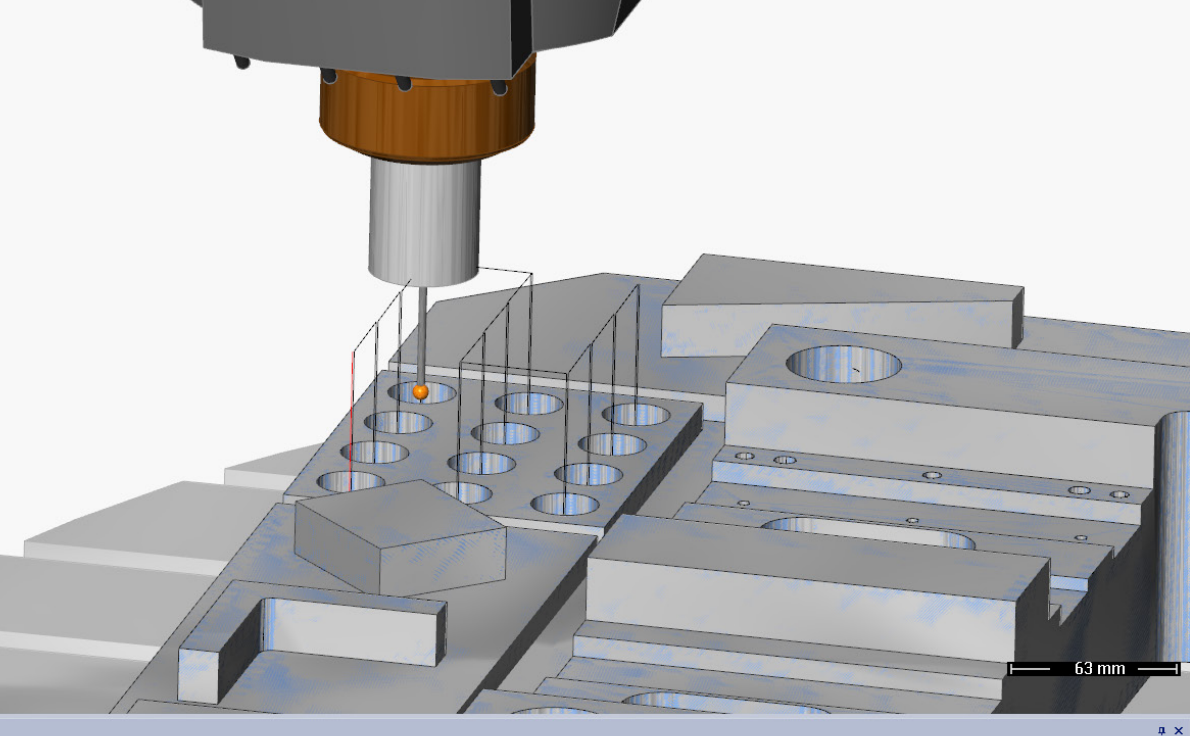
SolidCAM 机床模拟提供所有探头运动的完全可视化,从而避免了对探头刀具造成任何潜在损坏。

Solid Prode 是每个使用探头的机械师的基本模块:
- 简单的原点定义
- 机床上验证
- 刀具预调仪支持
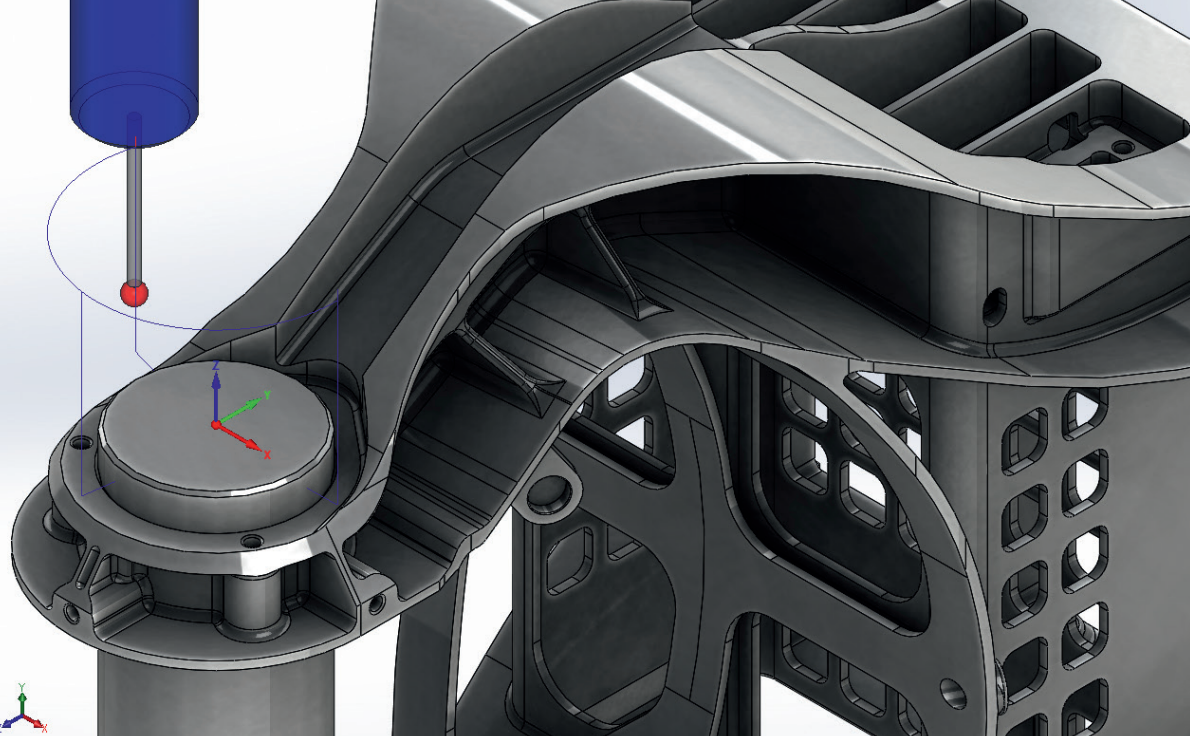
- 在 solid model 上简单的几何选取
- 支持广泛的探头循环
- 自定义参数为探头循环编程提供了强大的灵活性
- 所有探头刀具运动的可视化
- 支持不同的探头控制器
原点设置定义
Solid Prode 使用 16 个不同的循环为原点设置提供了简单的解决方案,使用户能够轻松定义原点位置,取代手动设置程序。
如果你完全了解控制器,则无需 Solid Prode,可以直接在控制器上使用循环来完成第 1 件毛坯的设置 (原点定义)。如果操作员是第 1 次使用控制器或者操作员不是加工专家,则情况并非如此。通过 Solid Prode 模块定义原点更快速、更安全:
- Solid Probe 的编程原点定义比在控制器上手动编程更快
- 模拟中探头刀具运动的可视化,可以防止机床上探头的碰撞和损坏
- 使用 Solid Prode 的 16 个不同的循环定义原点 (每个此类循环仅在控制器探头循环支持时才能使用)
2nd 毛坯及以上的原点定义
当我们放入 2nd piece 的毛坯时,我们可以将其推到定位面上,并将其固定在虎钳中,这就足够了,不需要再次测量原点 (它是准确的)。然而,在某些情况下,例如毛坯中间有孔,而原点必须始终设置在该孔的中心。在这种情况下,每次我们都必须用探头找到对原点的校正。
毛坯是铸件 (占零件的 5% 到 10%) 时,我们需要为每个新零件重新定义初始位置,因为铸件毛坯永远不会相同。
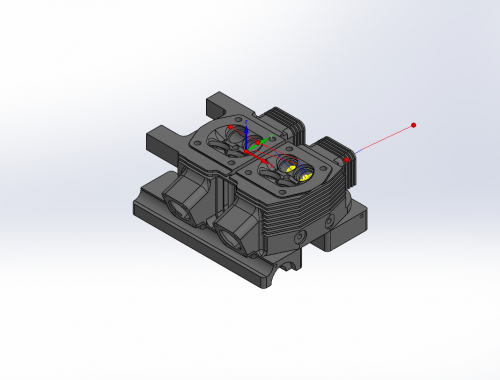
机床上验证
Solid Prode 循环测量已加工的表面,无需将零件转移到 CMM 机床。零件可以在机床本身上检测。
- 主要优点是发现的任何错误都可以在机床上校正。机床上验证的明显好处是,对于加工大型零件的公司来说,专用 CMM 设备的成本是有限的
- Solid Prode 测量还可以通过在制造过程中频繁监控部件来改善质量控制。这使得能够提前检测到错误并立即校正,从而降低成本
- 可以准确评估任何损坏的程度,例如由刀具破损造成的损坏程度。你可以立即做出决定,以确定零件是否仍可以在公差范围内完成,或是否必须报废
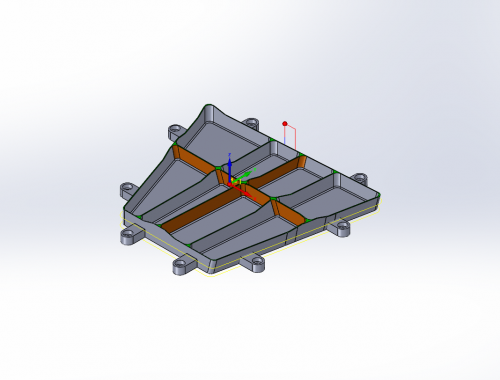
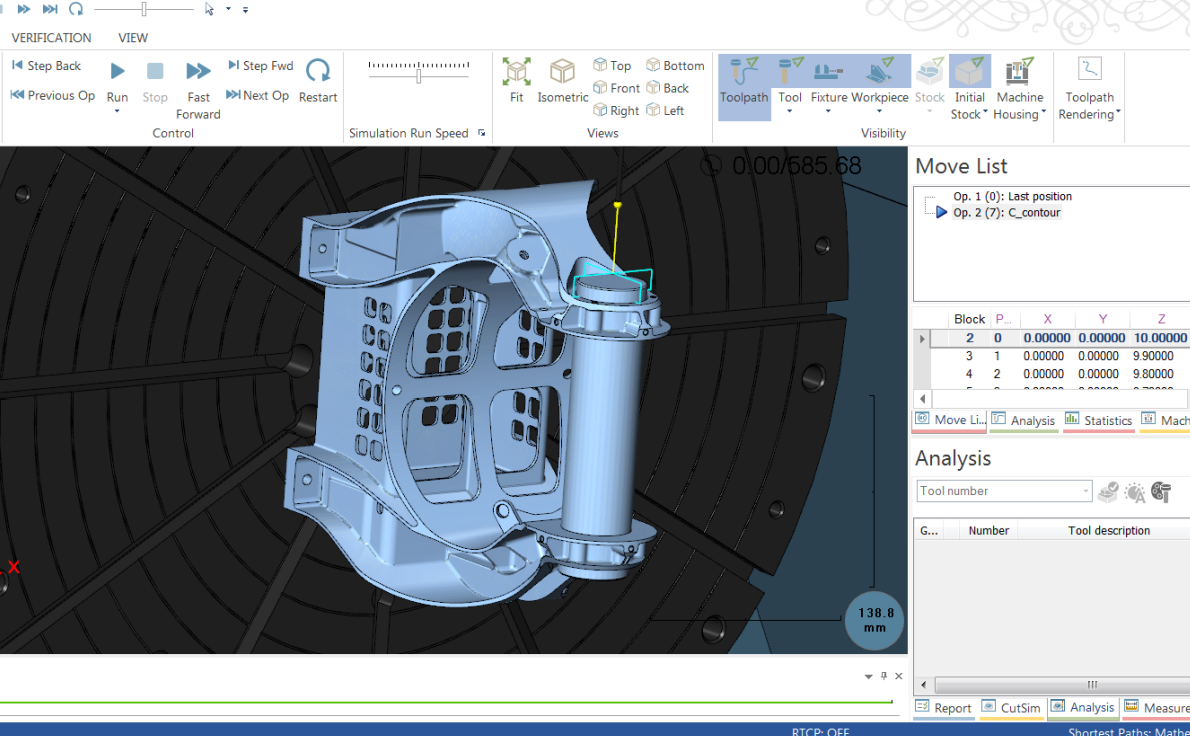
循环运动的预览
Solid Prode 可以使用与 2.5D 铣削操作中相同的几何。提供对公差的完全控制、不同的排序选项以及循环运动的直接预览。
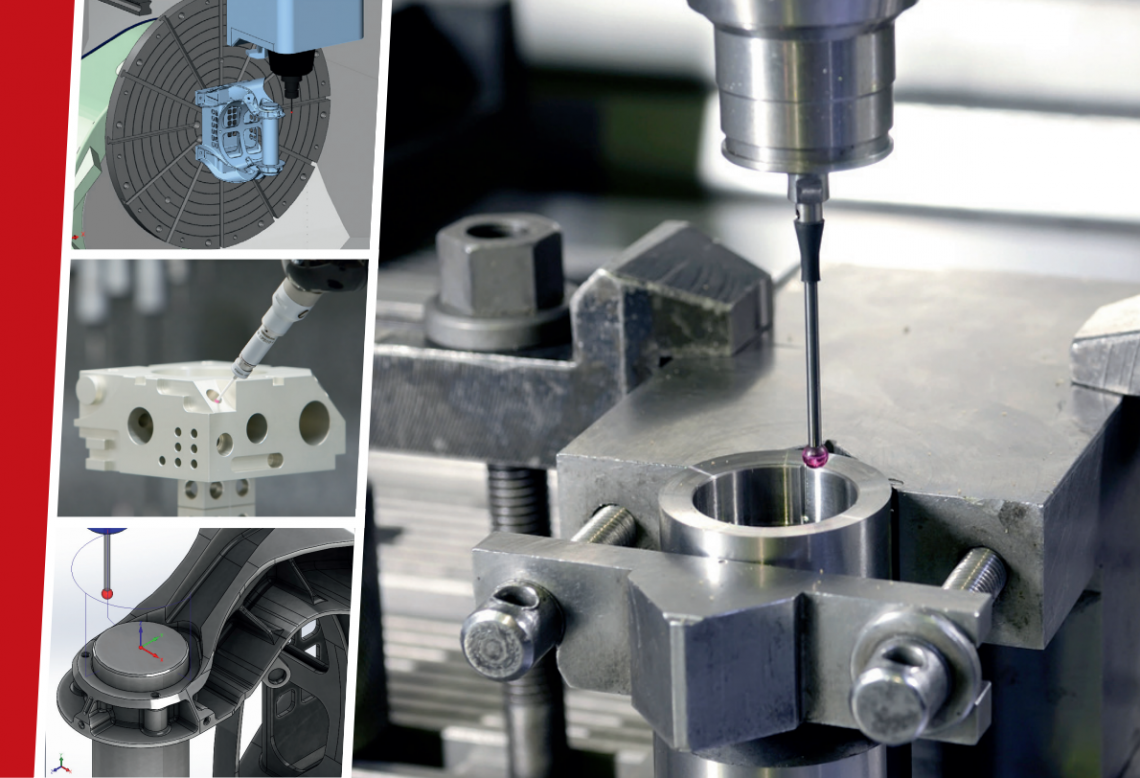
刀具预调仪支持
Solid Prode 模块包括对刀具预调仪的支持。可以在加工操作之间检查、铣削或车削刀具。
- 刀具检查:在每次更换刀具或每次操作后执行
- 自动偏置更新:刀具测量提供刀具长度和半径的检查,以校正机床控制器中的刀具偏置列表
- 刀具破损检测:在检测到刀具破损时向用户发出警报,从而在刀具破损时避免机床碰撞和浪费时间,从而提供安全的加工
组合探头和加工操作
加工操作和探头操作在 SolidCAM CAM Manager 中混合使用,并在 Solid CAD 模型上使用相同的几何。当 solid model 发生变化时,加工和探头操作都可以自动同步到变化。
含有探头的特定 CNC 机床可以使用 SolidCAM 后处理,为加工和探头操作提供完整的支持。可以在 G 代码中获得对子程序的支持。
本书面向经验丰富的 SolidCAM 用户。如果你不熟悉该软件,请从 2.5D 铣削培训课程开始,然后联系你的经销商以获取有关 SolidCAM 培训课程的信息。
本书使用的 CAM-零件 附在 ZIP 存档中。将压缩的 Examples 文件夹的内容提取到硬盘驱动器中。练习的 SOLIDWORKS 文件是使用 SOLIDWORKS2021 准备。本书的内容和练习可以从 SolidCAM 网站下载。
SolidCAM 提供以下探头循环:



2. 从 SolidCAM 到探头的过程
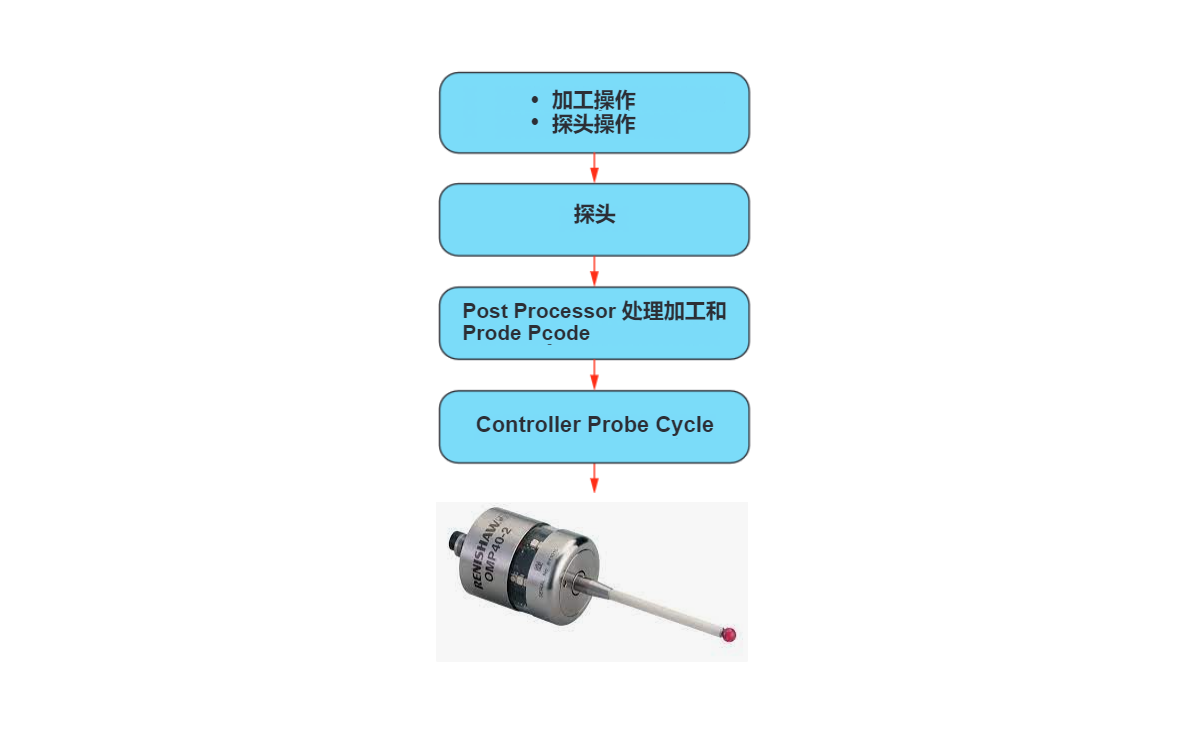
Solid Prode 模块操作的主要阶段如下:
2.1 控制器探头循环
循环是一个参数化程序,它命令探头装置移动到特定点并接触零件。根据操作的结果来实现 2 个目标:
- 原点定义使你能够将值存储在控制器原点偏置列表中
- 测量使你能够在屏幕上显示值或将结果存储在文件中
Fanuc 控制器的 Renishaw 循环示例:G65 P9811 Xx or Yy or Zz [ Ee Ff Hh Mm Qq Ss Tt Uu Vv Ww ]
每个程序都是用不同的语言 (控制器语言) 编写的,但它们都执行相同的操作:移动探头装置、接触零件、处理结果。
2.2 Renishaw Inspection Plus 软件
Renishaw 提供 Inspection Plus 软件,其中包括一组控制探测运动的宏:

不同控制器中的 Renishaw 循环
- Fanuc 控制器:添加 Renishaw 探头循环 (Inspection Plus)
- HAAS 控制器:内置 Renishaw 探头循环 (Inspection Plus)
- Mazak M32/M-Plus/Fusion 控制器:内置 Renishaw 循环 (Inspection Plus)
- Mazatrol Matrix 控制器:内置 Renishaw 循环 (Inspection Plus)
- Heidenhain (iTNC 530) 控制器:内置探头循环
- Siemens (SINUMERIK 840D sl/840D/840Di sl) 控制器:内置探头循环
- 含有 Blum 探头的 Fanuc 控制器
2.3 后处理
含有探头的特定 CNC 机床可以使用 SolidCAM 后处理,为加工和探头操作提供完整的支持。要调整现有后处理以支持探头,请执行以下更改:
1. 向 GPP 文件中添加对支持探头的 include file 的调用 inc “00212_P_3X_Renishaw_Fanuc_inc.gpp”
2. 修改 @change_tool 如下:
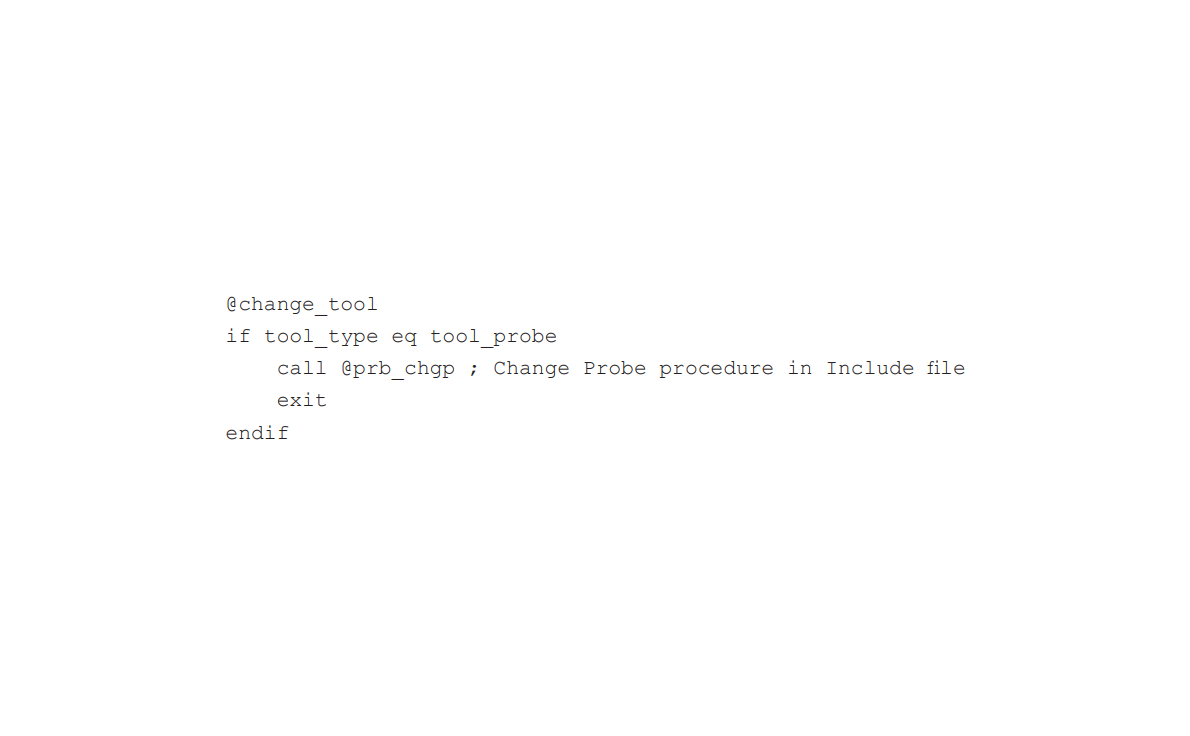
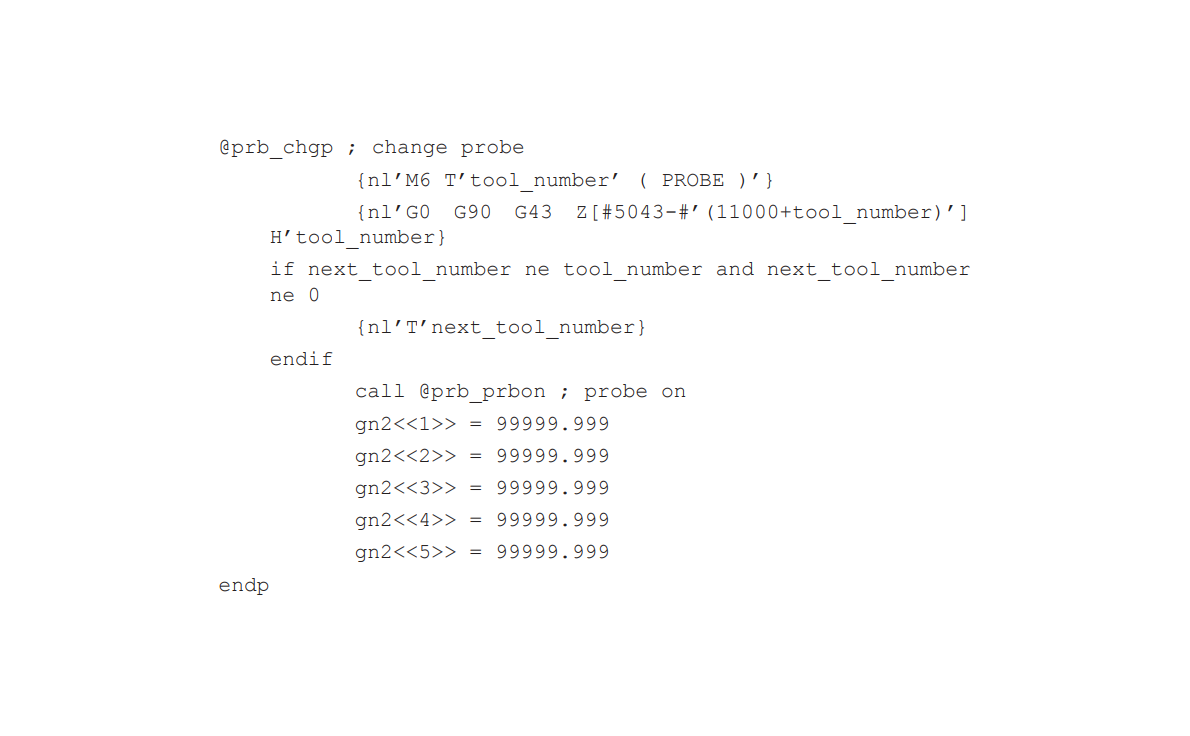
Include File (@prb_chgp) 中的更改 Probe 过程示例
要查看更多示例,请下载 Makino Fanuc 机床的以下文件:
- 更改前:gMill_Makino_Fanuc_3x_Eval.zip、更改后以支持 Solid Probe:gMill_Makino_Fanuc_3x_eval – with SolidProbe.zip
包含各种探头/控制器的文件:
- Sinumerik 840D:sinumerik_probe.gpp、Alzmetall post 使用 include file:Alzmetall_GS650_FD-Sin840D_5X.zip
- Heidenhain iTNC 350:Heidenhain.iTNC530.probe.cycles.gpp、DMU post 使用 include file:DMU_80P_hidyn_iTNC530_5X.zip
- Fanuc/Blum:00211_P_3X_Blum_Fanuc_inc[1].gpp
- Fanuc/Renishaw:00212_P_3X_Renishaw_Fanuc_inc.gpp
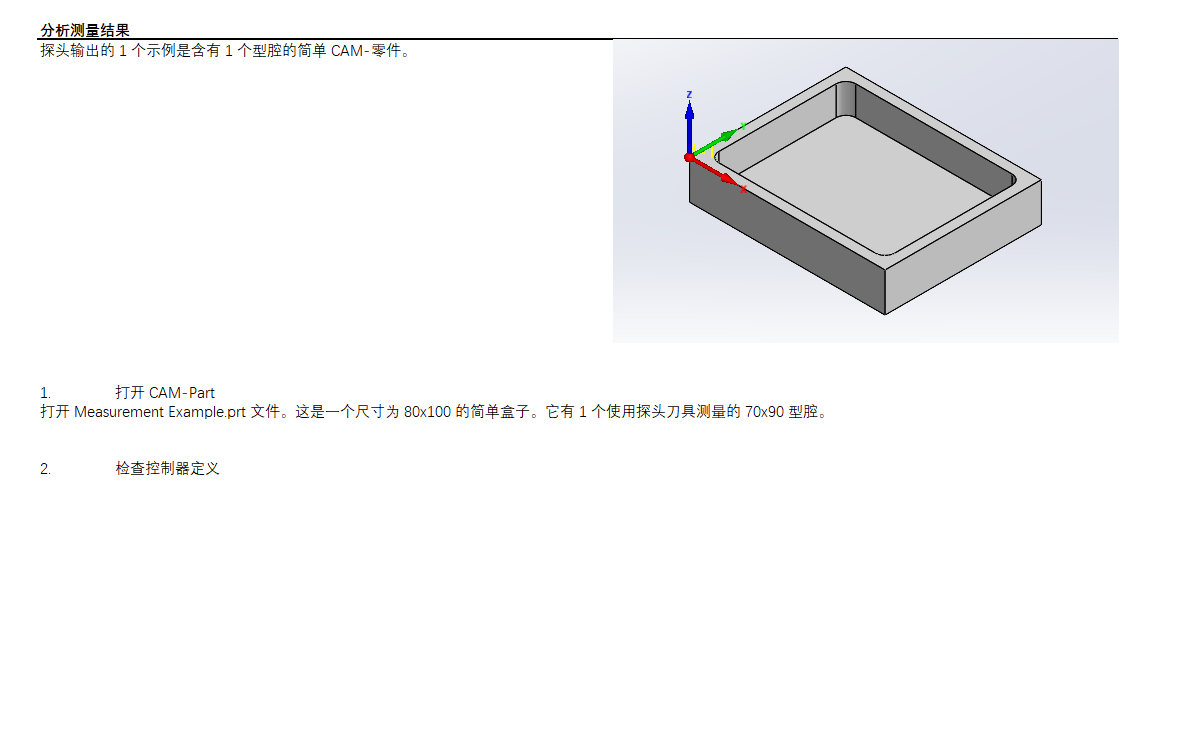
3. 测量结果
探头测量的结果作为输出显示在测量日志中。你可以根据探头参考文档解释测量日志数据,并将其与 SolidCAM 计算的数据进行比较。
本书提供的示例文件夹包含一个 Measurement Example 的 CAM-零件 和机床定义使用的 CNC 机床文件。将 MITU_E.gpp、Mitu_E.vmid 和 Heid_3X_probe_cycles.gpp 复制到你的 GPP Tool 文件夹 (位置 C:\Users\Public\PublicDocuments\SolidCAM\SolidCAM2021\Gpptool) 或你找到此项目的工作目录文件夹。
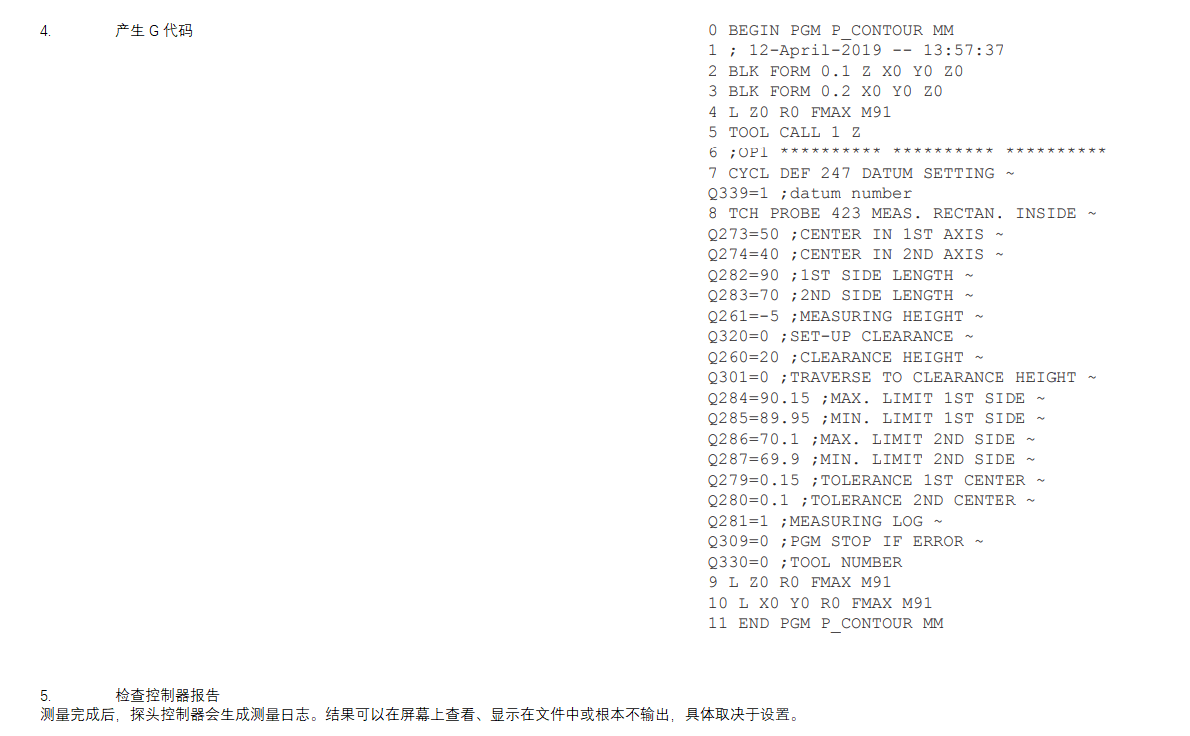
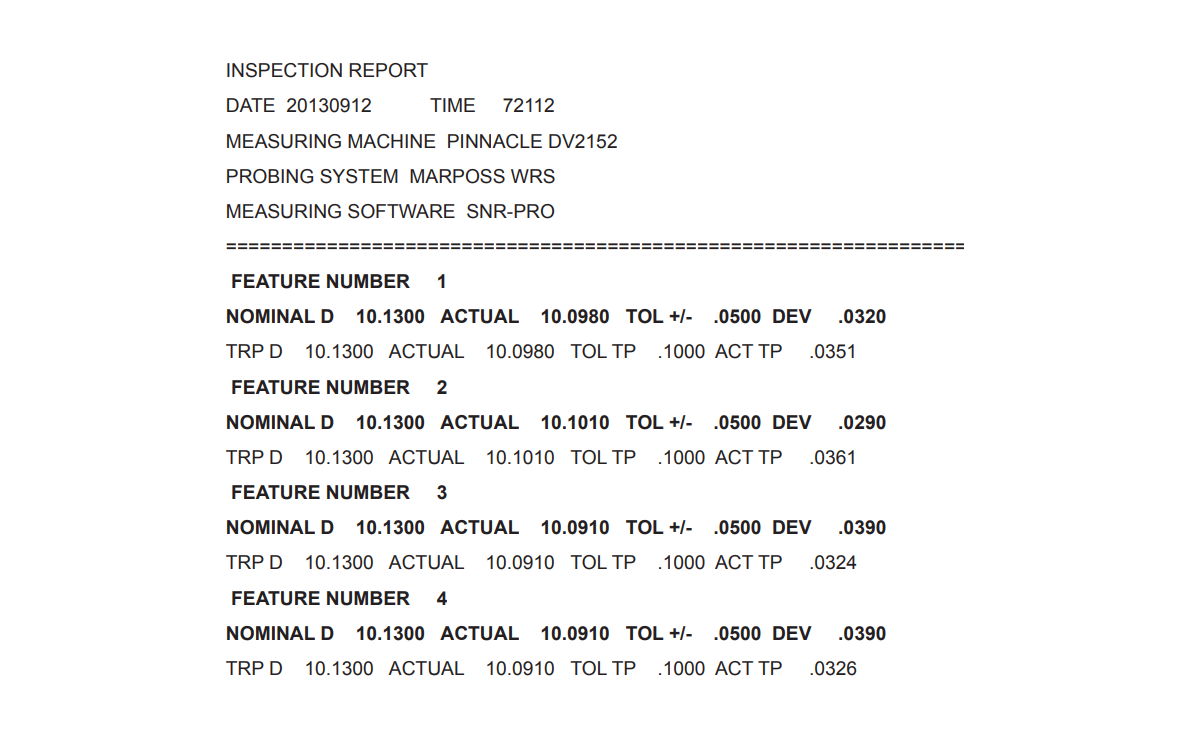
P_contour 操作的控制器报告示例如下所示:
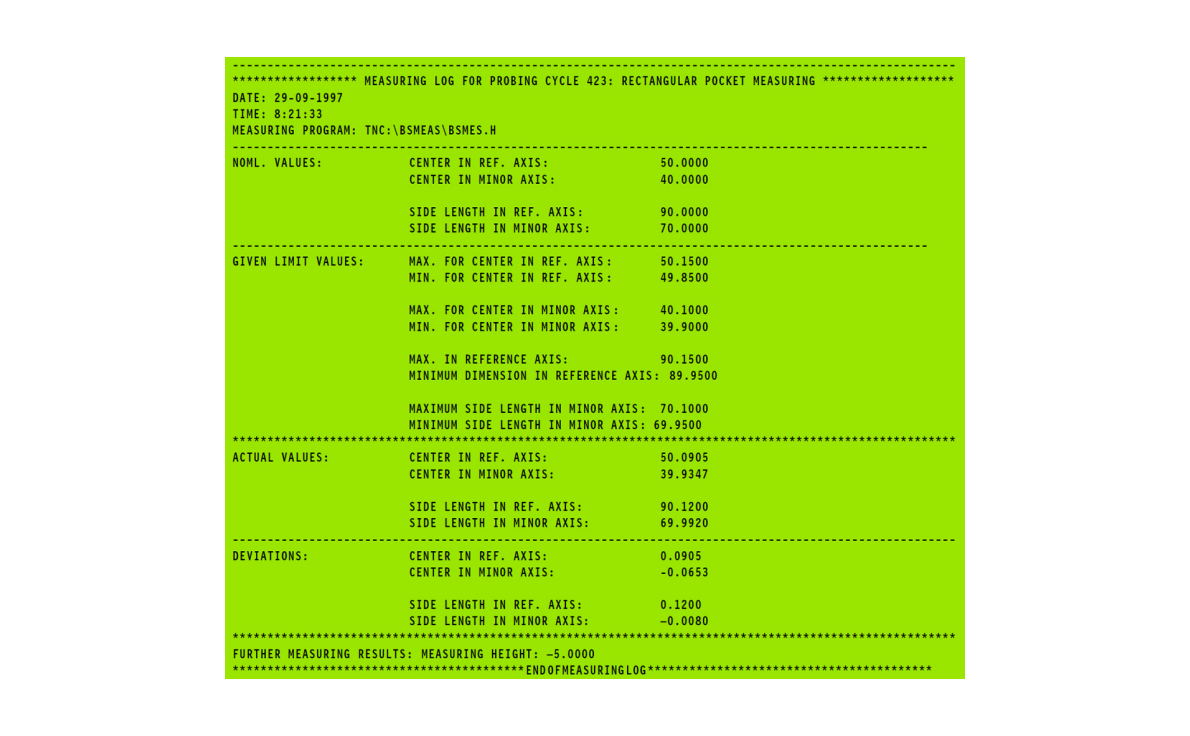
报告数据显示,在测量过程中发现以下偏差:
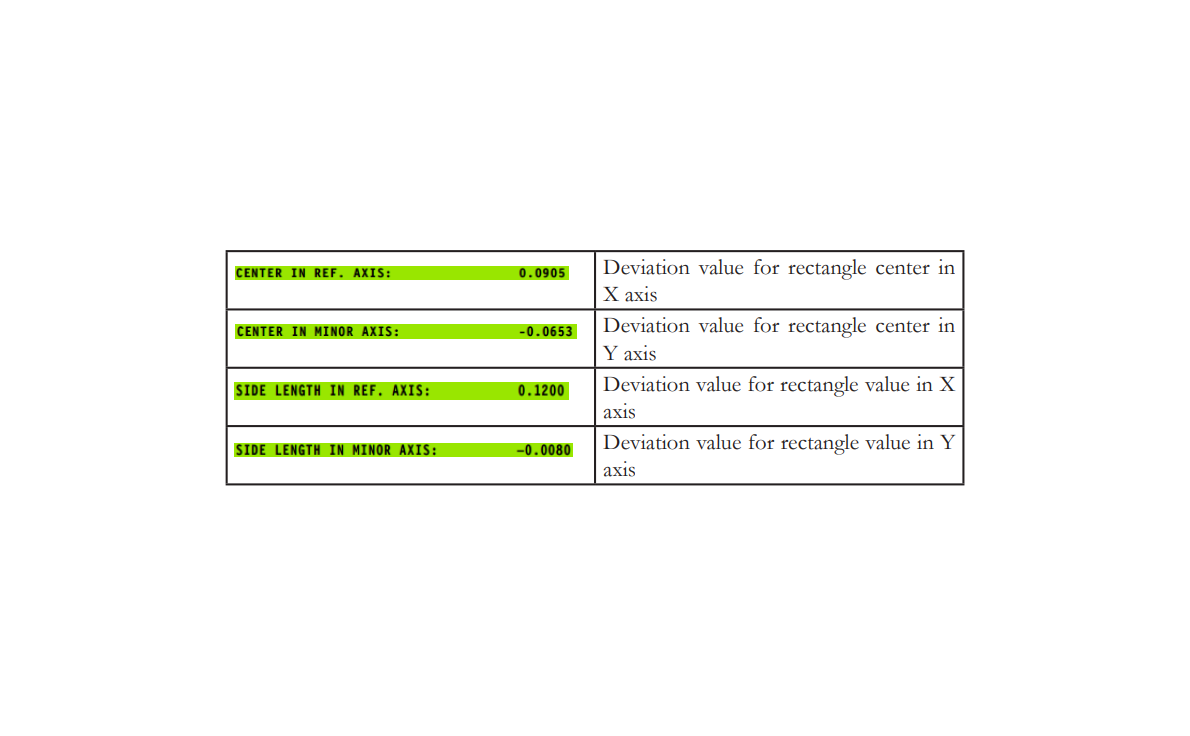
演示的 Fanuc 控制器报告示例的结果如下:
有关日志中指示的详细信息的完整解释,请参阅你的探头供应商提供的用户指南。
4. Exercises
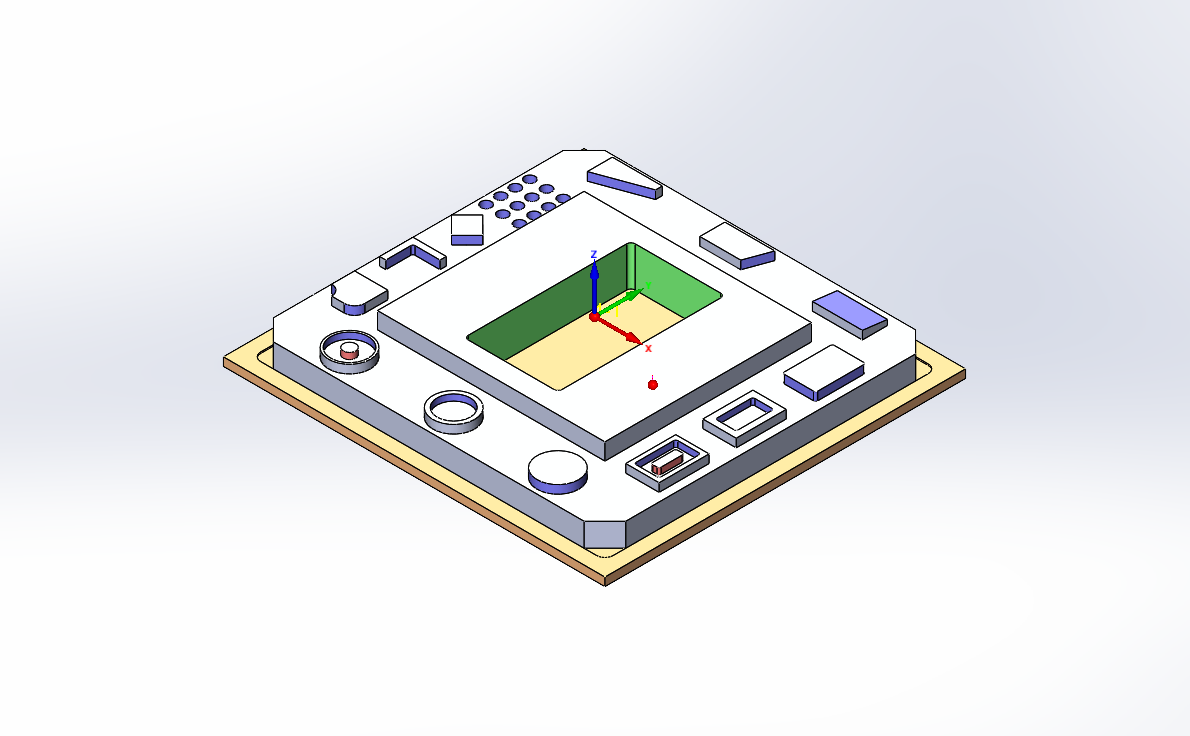
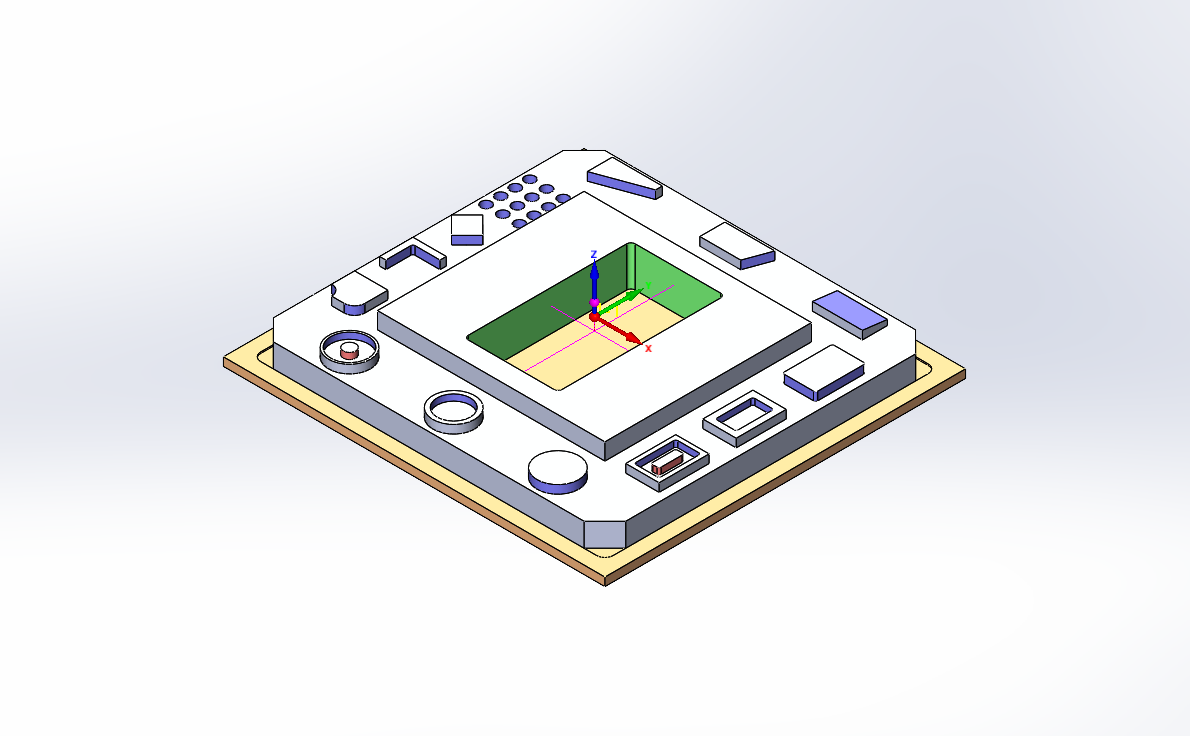
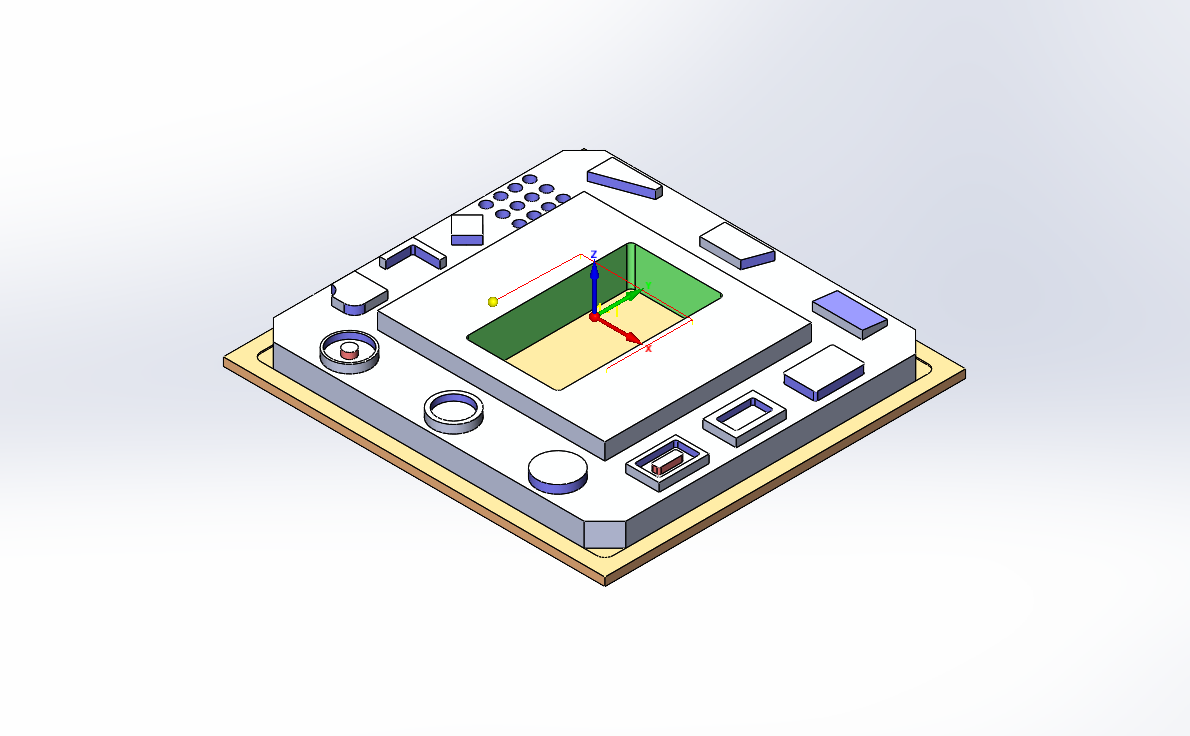
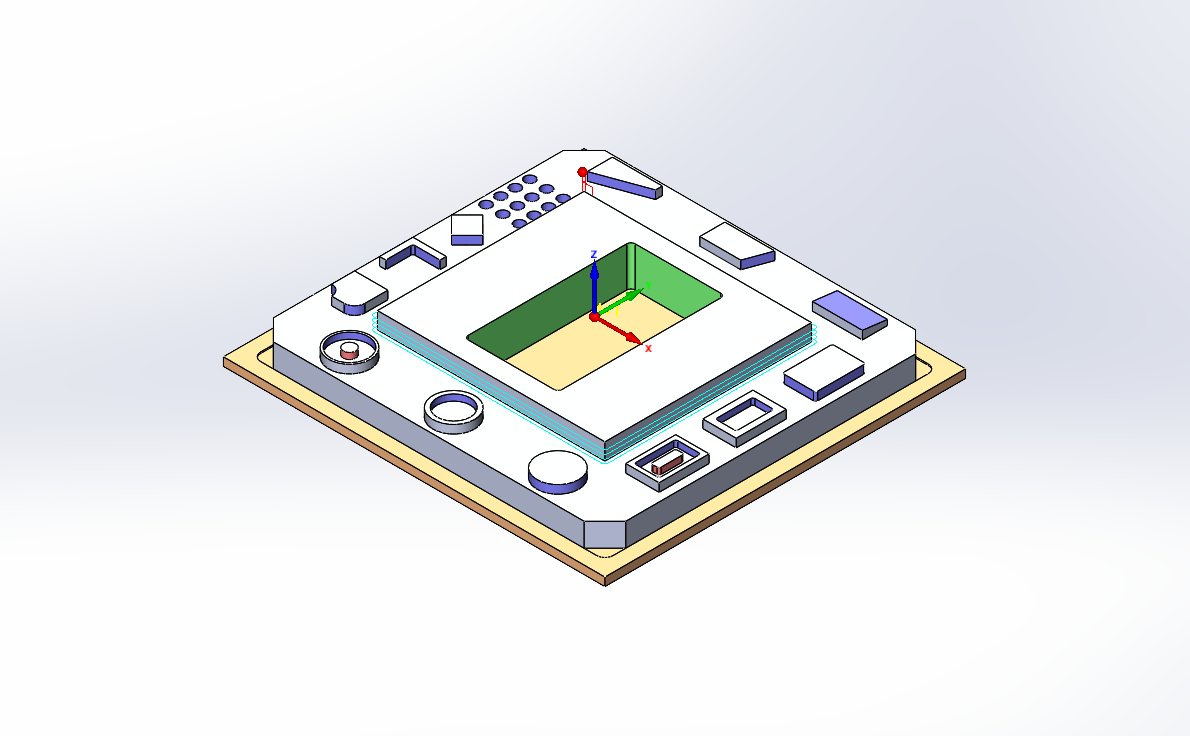
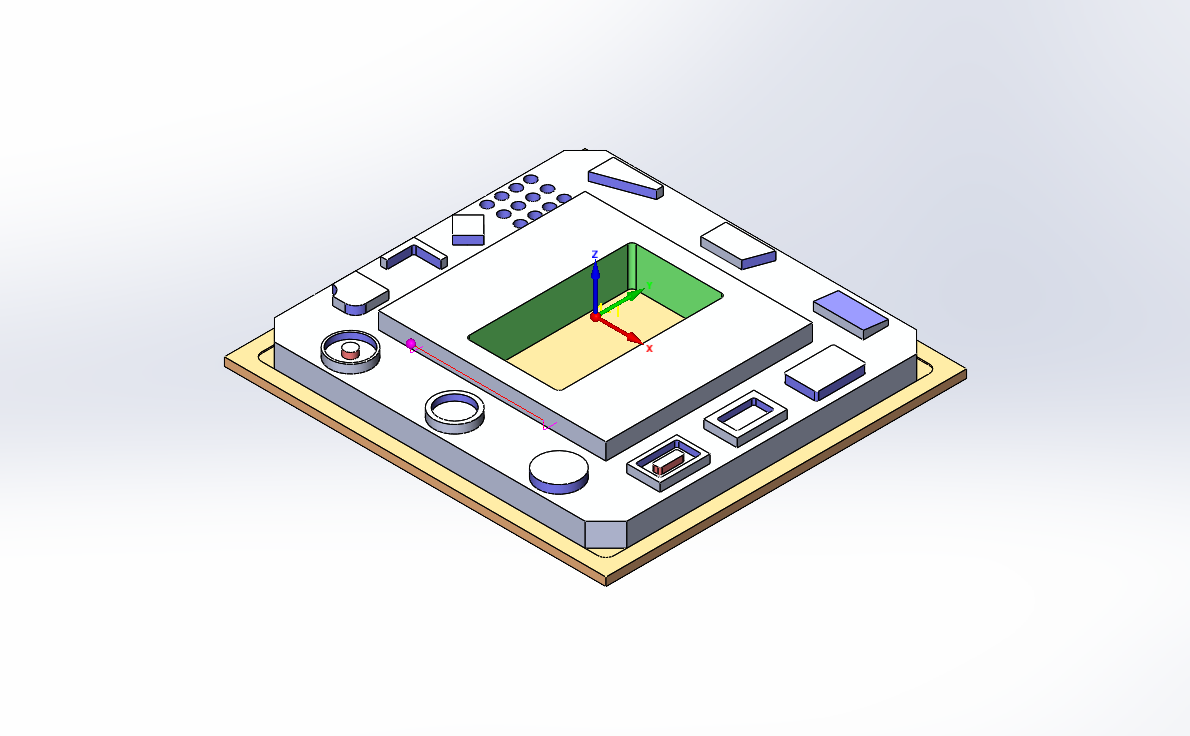
Exercise #1: 原点定义
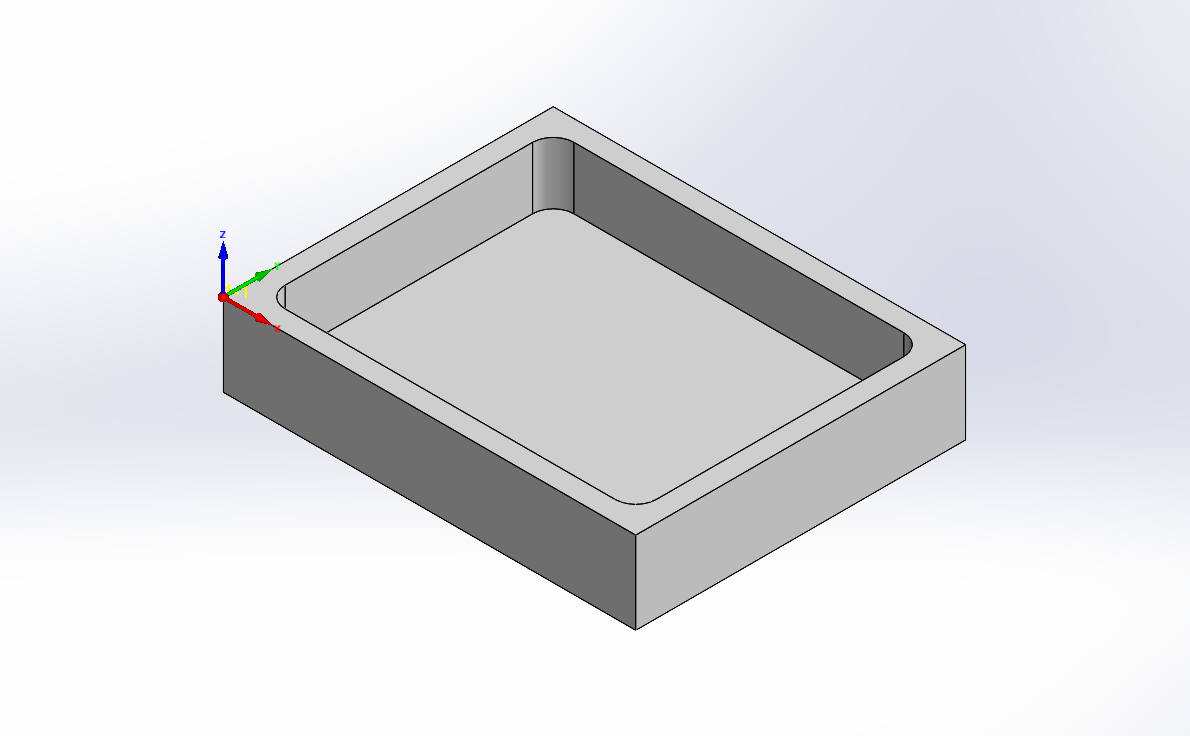
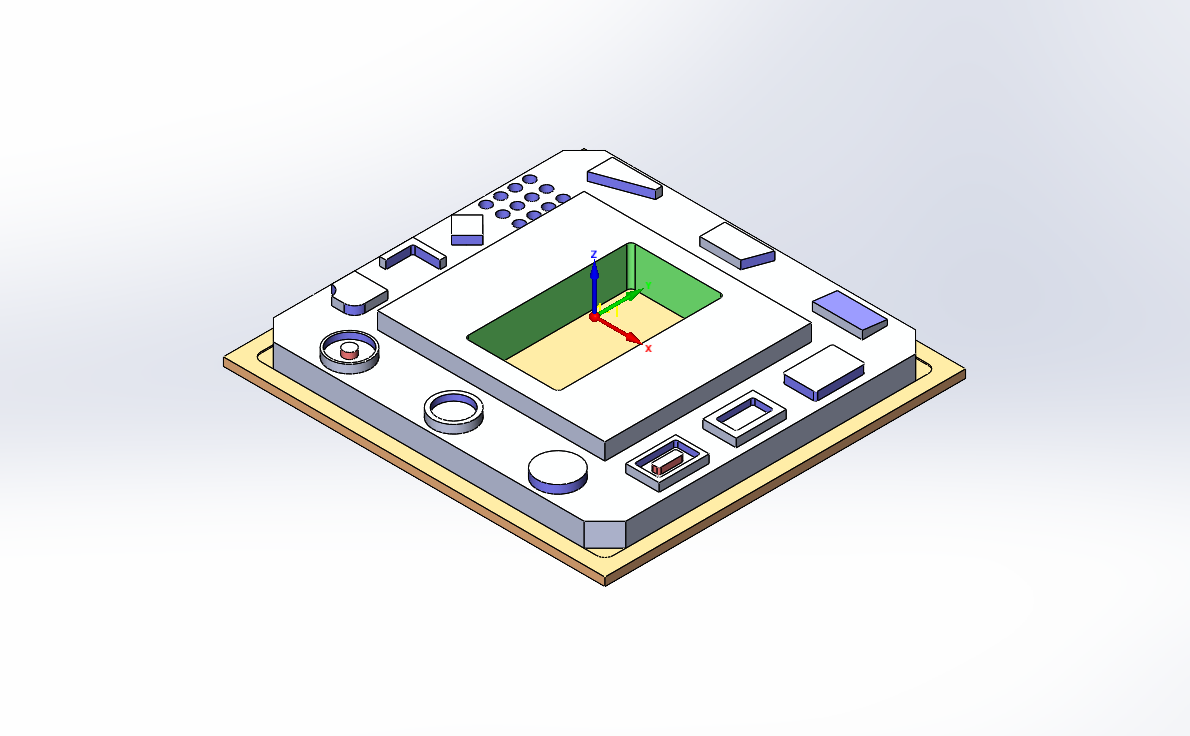
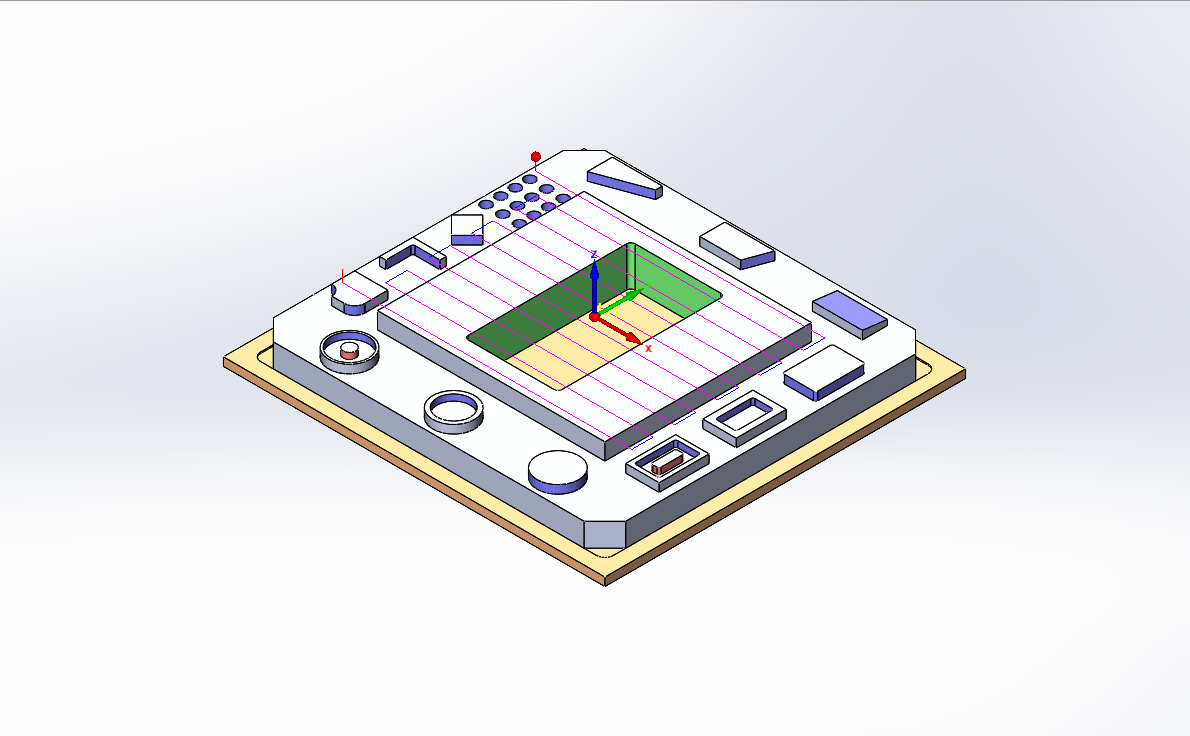
本练习说明了如何在 CNC 机床中夹紧的工件上校正坐标系位置。打开位于 Exercises 文件夹中的 SolidCAM 零件 SolidProbe.prz。零件中包含为获得最终 CAM-零件 而执行的一些加工操作。在本练习中,你必须添加探头操作以直接在 SolidCAM 中检查这些加工操作。在工作结束时生成的最终 G 代码将包含加工和探头操作。
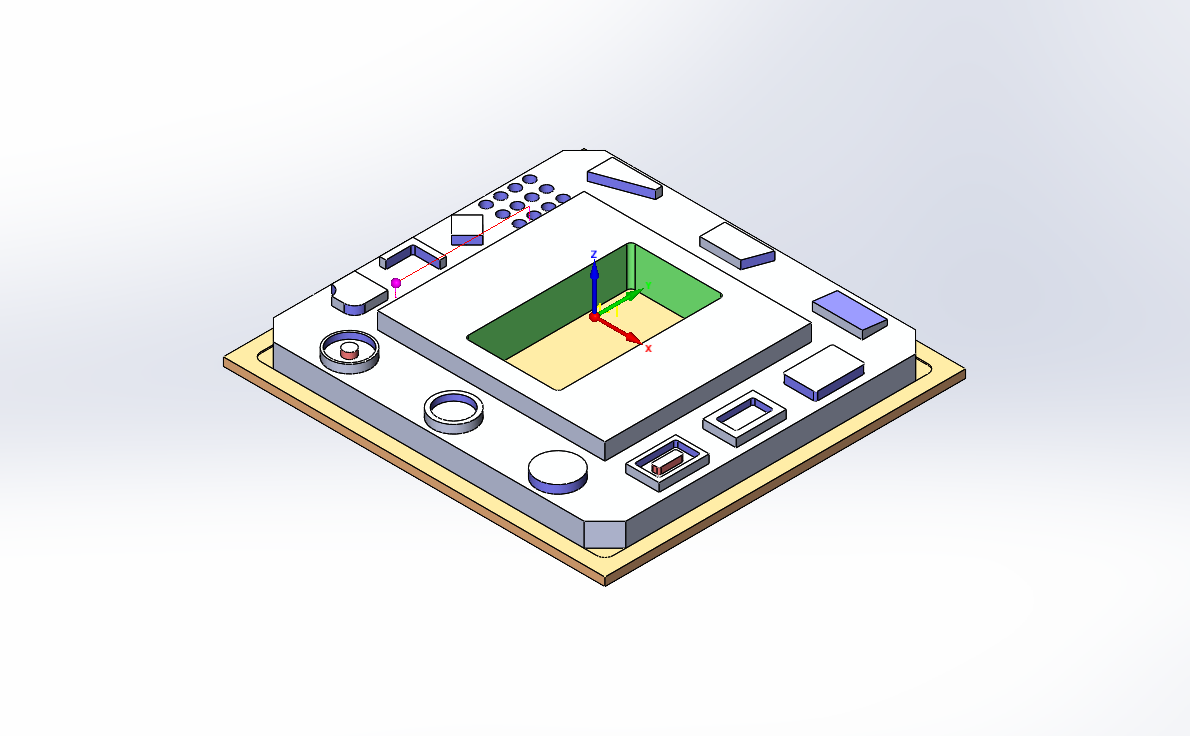
Exercise #2: 单点测量
说明了如何在加工的每个阶段之后执行零件测量。使用与上一练习中相同的零件 SolidProde.prz。
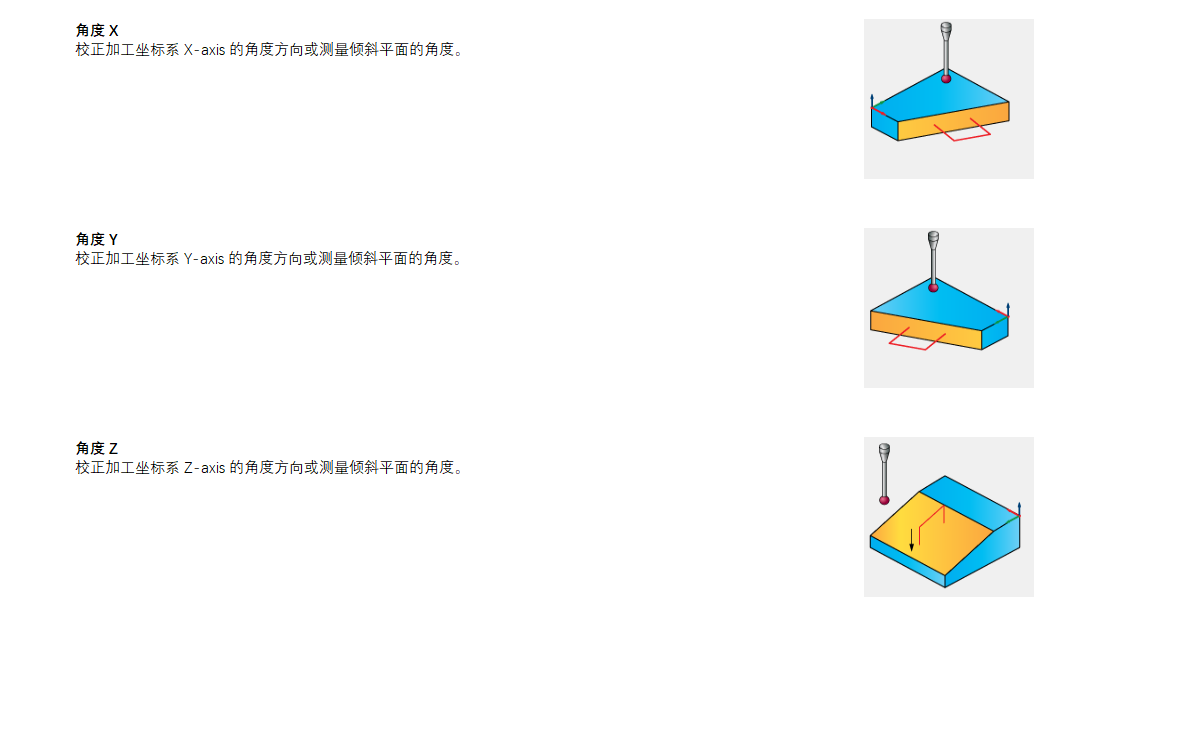
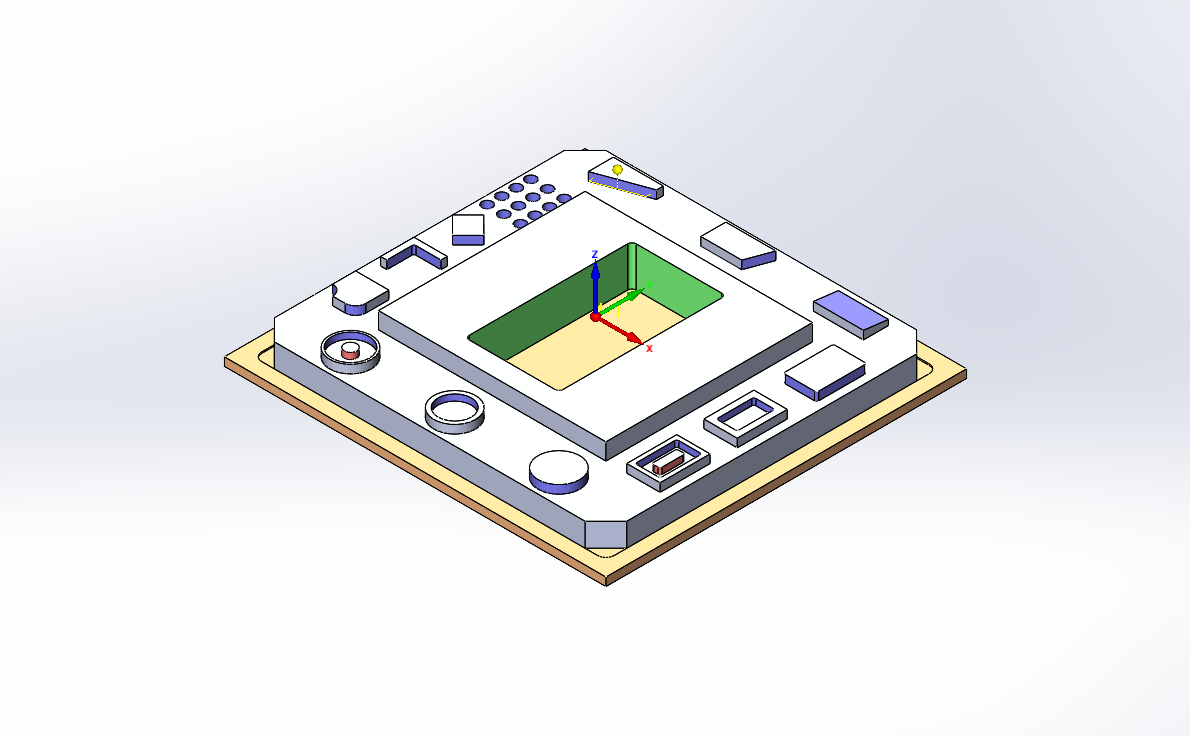
Exercise #3: 角度测量
使用与上一练习中相同的零件 SolidProde.prz。

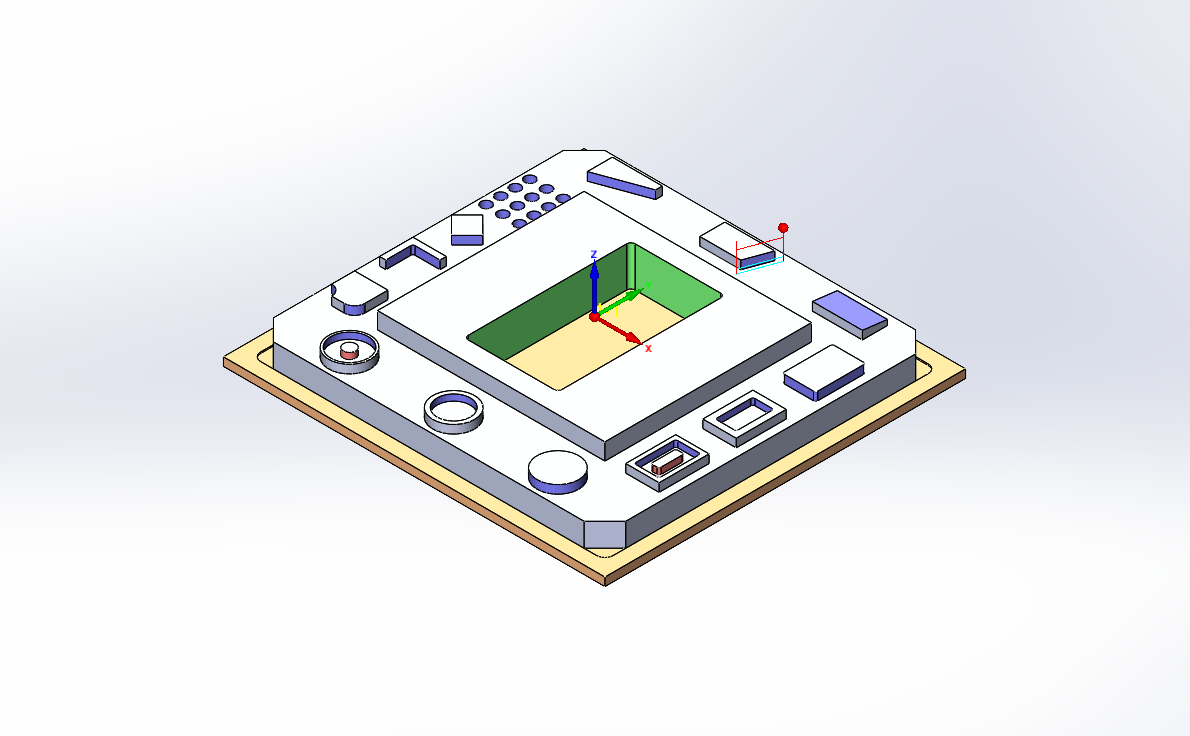

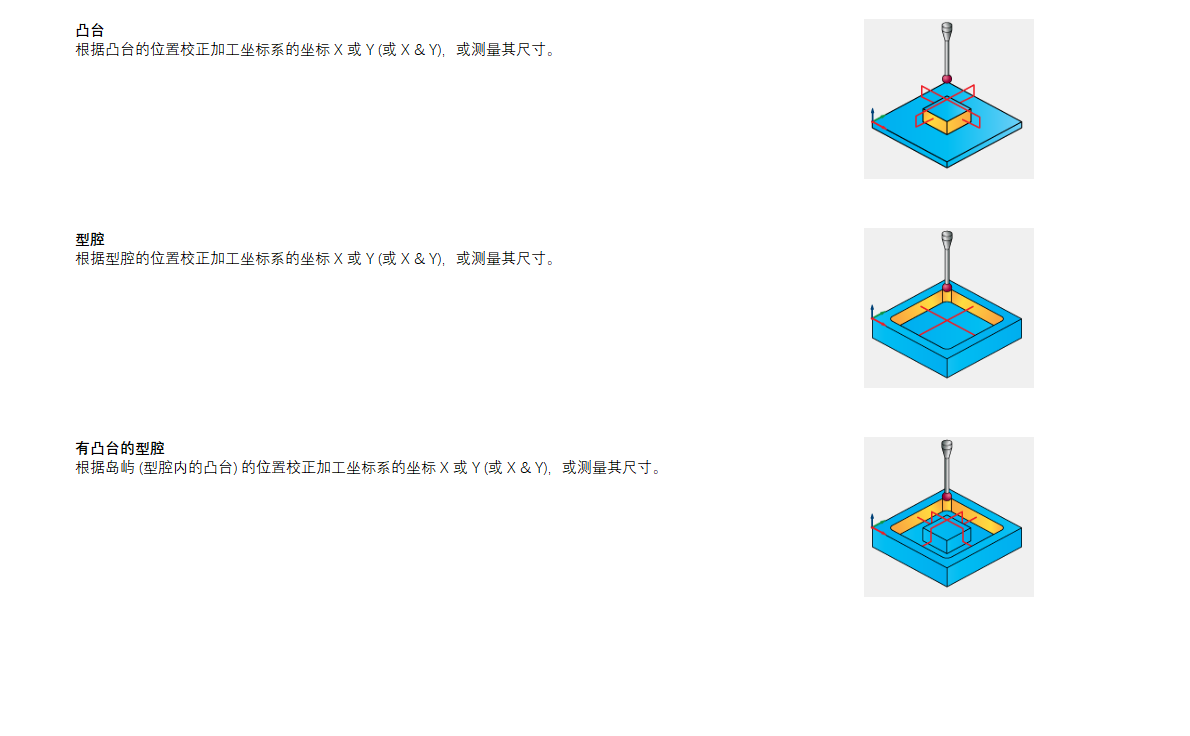
Exercise #4: 凸台/型腔测量
使用与上一练习中相同的零件 SolidProde.prz。
Exercise #5: 圆柱/孔测量
使用与上一练习中相同的零件 SolidProde.prz。
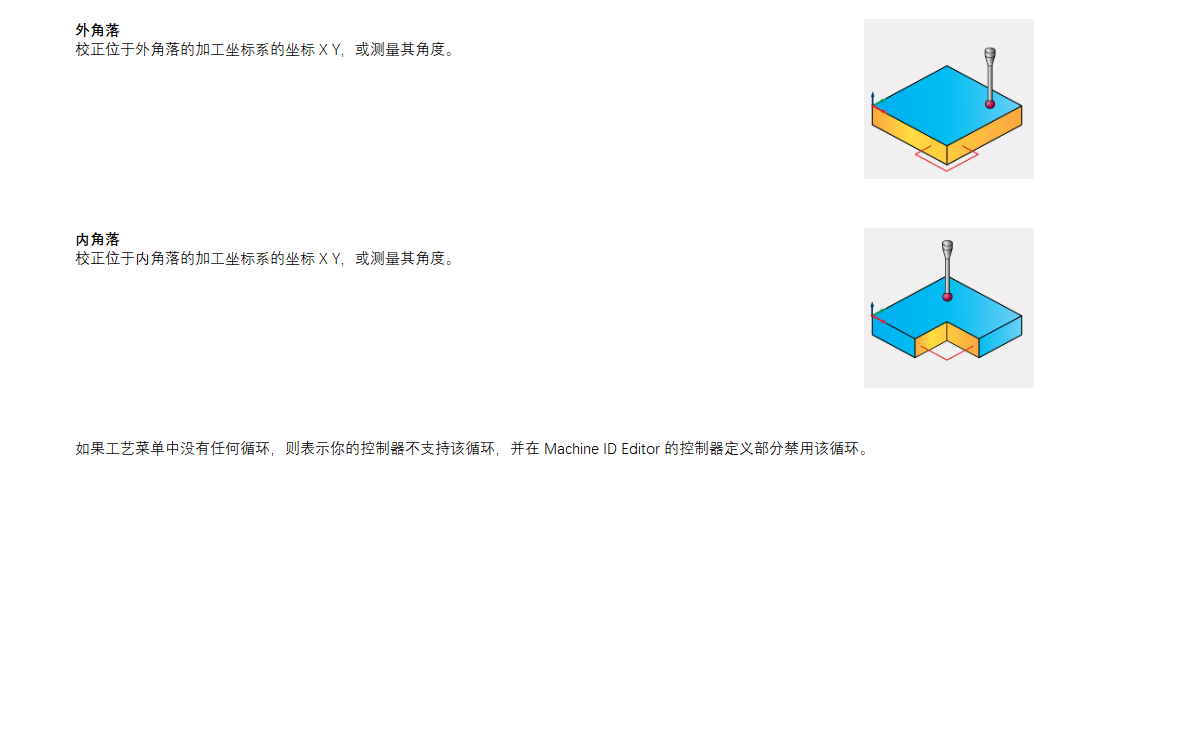
Exercise #6: 角落测量
使用与上一练习中相同的零件 SolidProde.prz。
Exercise #7: 多孔测量
本练习说明了如何使用不同的工艺来测量多个孔。