SolidCAM 模块概述
- SolidCAM
- iMachining 2D
- iMachining 3D
- 2.5D 铣削
- 2.5D 铣削 – 工具箱工作程序
- 2.5D 铣削 – 特征识别
- 高速曲面加工 (HSS)
- 3D 铣削高速加工 (HSR/HSM)
- Turbo 3D HSR/HSM
- Index 4/5 Axis 定轴加工
- 联动 5-Axis 加工
- 车削
- 铣车复合
- 铣车复合 – Swiss-Type
- Solid Probe
- 系统要求
本模块概述小册子旨在为你提供 SolidCAM 提供的可用模块的概述。除了有关每个模块的信息外,还有各种 SolidCAM 零件演示了可用模块的使用和功能。这些零件包含在 SolidCAM 的安装中,位于你的计算机的硬盘上(完整路径:C:\Users\Public\Documents\SolidCAM\SolidCAM202X\User\Getting_Started_Examples\SW)。
SolidCAM
SolidCAM 是集成在 SOLIDWORKS 中的完整制造解决方案
SolidCAM 是 SOLIDWORKS 中用于盈利 CNC 编程的领先的同类最佳 CAM 套件
SolidCAM,包括革命性的 iMachining,无缝集成在 SolidWorks 中,具有与 SolidWorks 模型的完整刀具路径关联性。通过 SolidWorks 中的单个窗口集成,无需离开参数化 SolidWorks 装配环境即可定义、计算和验证所有加工操作。
SolidCAM + SOLIDWORKS 提供强大、方便使用的集成 CAD/CAM 解决方案,支持主要制造应用的全部领域,包括 iMachining 2D、iMachining 3D、2.5D 铣削、高速曲面加工 (HSS)、3D 铣削高速加工 (HSR/HSM)、多轴定轴加工、联动 5-Axis 加工、车削、铣车复合甚至 Solid Probe。
要加工的所有 2D 和 3D 几何都与 SolidWorks 设计模型完全关联。如果你对 SolidWorks 模型进行任何更改,所有 CAM 操作都会自动更新。
在 SOLIDWORKS 中使用 SolidCAM 的主要优势:
- 通过 SolidCAM 的完全无缝单个窗口集成获得 SolidWorks 的外观和体验
- 完全关联意味着在 SolidWorks 模型更改时刀具路径会自动更新
- SolidCAM 作为 SolidWorks 金牌合作伙伴超过 15 年
- SolidCAM 在 SolidWorks 装配模式下工作以定义夹具、刀具和台钳
- SolidCAM + SOLIDWORKS 可通过各种软件包扩展,适用所有数控机床类型和应用
- SOLIDWORKS + SolidCAM 集成 CAD/CAM 解决方案可从 SolidCAM 以有竞争力的捆绑价格获得
SolidCAM + SOLIDWORKS 为 Essai 自动化 IC 测试系统制造
- 因为 SolidCAM 与 SolidWorks CAD 软件完全集成,我们实际上是在 SolidWorks 中构建 CAM 程序。这种途径缩短了程序员的学习曲线,为制造提供了强大的几何编辑和操作能力,并为支持设计师和机械师之间的交互提供了通用工具。集成方法有助于讨论和解决制造问题,因为每个人都在使用相同的模型和建模师。我们使用集成系统更好地沟通问题和功能。 _Essay Corporation 运营经理 Deniz Valle
- 如果在制造端进行了更改,我们会在设计和制造方面捕获它们,因为 SolidWorks 和 SolidCAM 是完全关联的。集成方法有很多优势,包括节省时间、访问单个几何文件以及以更高效、系统的方式使用我们设计数据的智能。 _Essay Corporation 创始人兼经理 Barabi
你永远不必离开 SOLIDWORKS 窗口!
- 在过去的 45 天里,自从加载集成在 SolidWorks 中的 SolidCAM 试用版以来,我已经能够编写复杂的零件并毫无顾虑地运行它们。机床运行比以前更平稳,刀具使用寿命更长,信心水平更高。我可以在这里培训其他人轻松使用 SolidCAM。该软件是不言自明的,教程很容易理解。 _Larry Rehak, Intricate Metal Forming Co.
- 与 SolidWorks 的紧密集成使我的设计到生产生命周期变得轻松快捷。SolidCAM 支持团队坚如磐石。我做了一些非常复杂的 4-Axis 生产项目,而 SolidCAM 可以很好地处理它们。 _Terry Kramer, Kramer Design Corp.
iMachining 2D
想象一下,将数百位 CAM 和 CNC 大师的知识和专长掌握在你的手中 – 体验 iMachining 工艺向导和 iMachining 刀具路径!
获得专利的 iMachining:简直令人惊叹
这就是客户、机床工具制造商和刀具公司对 iMachining 的评价。完全集成在 SolidWorks 中的革命性 iMachining CAM 模块将使你和你的 CNC 机床比以往任何时候都更有利可图,更具竞争力。
CNC 加工的革命
- 节省 70% 或更多的 CNC 加工时间
- 显著延长刀具寿命
- 提供最佳进给和转速,同时考虑许多因素,如刀具路径、毛坯和刀具材料以及机床规格和限制
iMachining 为你的 CNC 铣削操作编程提供令人难以置信的节省和更高的效率,转化为利润和成功。全球所有购买 iMachining 的 SolidCAM 客户都在享受这些巨大的节省!
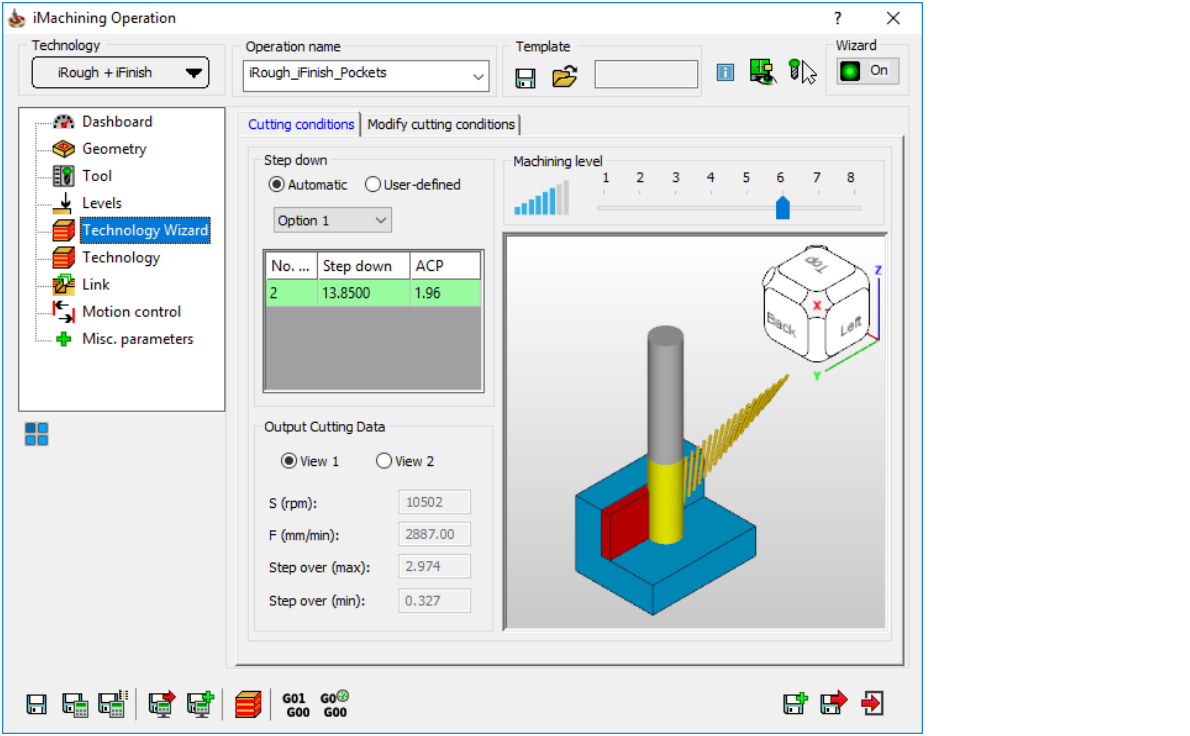
独特的工艺向导
SolidCAM 的 iMachining 拥有独家专利 iMachining 工艺向导,这是业界第 1 个也是唯一一个自动计算 iMachining 刀具路径切削条件的向导。
向导提供最佳进给和转速,同时考虑许多因素,如刀具路径、毛坯和刀具材料以及机床规格和限制。
使用控制步距技术,iMachining 技术严格保持向导设置的切削条件。
SolidCAM 具有的 iMachining 是唯一一个从定义切削条件中排除猜测并自动提供铣削最佳值的 CAM 系统。
iMachining 工艺向导 + iMachining 刀具路径是终极解决方案!
SolidCAM 的 iMachining 亮点:
- 更短的周期提高生产率 – 节省时间 70% 甚至更多!
- 显著延长刀具寿命
- 无与伦比的硬质材料加工
- 出色的较小刀具性能
- 4-Axis 和铣车复合 iMachining
- 独特的工艺向导提供自动、最佳的进给和转速
- 编程效率高
- 最佳用户界面
- 业内最短的学习曲线
我们发现 iMachining 在 Dixon Surgical 中的所有声称都是正确的 – 令人难以置信的刀具寿命、更快的周期、更轻的切削负载和对较小刀具的保护。用户界面非常清晰,编程 iMachining 比传统的加工策略更快。 _Jay Dixon, Dixons Surgical, UK
每天我们不使用 SolidCAM iMachining,我们都在赔钱! _Jason Near, Rotary Airlock, USA
使用 iMachining,即使在低性能机床上,我们也可以达到非常高的材料去除率。 _Dreiling Maschinenbau GmbH, Germany
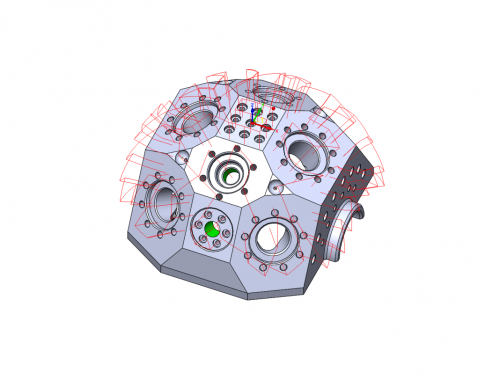
iMachining_2D_1.prz
本例中的操作说明了如何使用 SolidCAM 的 iMachining 2D 技术,加工如上所示的零件。使用 2 个 SolidCAM 坐标系,在 3-Axis 数控机床上以 2 个工序执行加工。
外形加工 (iRough_Outside;iFinish_Outside)
这些 iMachining 操作定义了零件外形的加工。定义了 2 个链结,第 1 个是毛坯边界,第 2 个是零件周围的轮廓。毛坯链结标记为开放,指定刀具应从该链结开始加工。使用 Ø12.5 mm (0.5 in) 立铣刀。iRough 在侧壁上有 0.25 mm (0.01 in) 余量,然后由 iFinish 操作移除。
贯穿型腔加工 (iRough_ThroughPockets_1; iFinish_ThroughPockets)
这些 iMachining 操作定义了 5 个圆形贯穿型腔的加工。定义了 5 个链结,表示 5 个贯穿型腔。使用 Ø12.5 mm (0.5 in) 立铣刀。因为是封闭型腔,未定义预钻孔数据或进入链结,因此刀具执行螺旋斜向以进入型腔。
斜面的粗加工 (HSR_R_Rough_Chamfer)
此 HSR 操作定义了零件肋上的 4 个大倒角的粗加工。从构成倒角的边上选取 2 个边界。使用 Ø12.5 mm (0.5 in) 立铣刀,刀具关系设定为居中。指定 1.27 mm (0.05 in) 切深,并在曲面上保留 0.13 mm (0.005 in) 余量。
型腔加工 (iRough_Pockets; iFinish_Pockets)
这些 iMachining 操作定义了 3 个半开放型腔和 7 个封闭型腔的加工。因为所有 10 个型腔的深度相同,因此可以在单个操作中全部加工。使用圆角半径 1.6 mm (0.0625 in) ,Ø9.5 mm (0.375 in) 牛鼻刀。iRough 在侧壁上有 0.25 mm (0.01 in) 余量,然后由 iFinish 操作移除。
斜面的精加工 (HSS_PC_Lin_faces)
此 HSS 操作定义了零件肋上的 4 个大倒角的精加工。使用 Ø9.5 mm (0.375 in) 牛鼻刀。直线策略生成 0.5 mm (0.02 in) 最大步距的平行切削。使用自定义连接在开始每次切削时允许短时间重新定位和平滑过渡。
孔加工 (D_drill)
此钻孔操作定义了贯穿零件下表面的孔的钻孔。
底部凸缘加工 (iRough_Face_BackLedge)
此 iMachining 操作定义了零件下侧的底部凸缘加工。定义了 2 个链结,第 1 个是毛坯边界,第 2 个是底面半径的底部。使用 Ø12.5 mm (0.5 in) 立铣刀,刀具从毛坯链结开始加工并向半径瓦解。
从通孔中切削多余材料 (iRough_back_centerHole)
此 iMachining 操作被定义为从零件的中心通孔中加工多余材料。这些多余材料用于在第 1 个工序中装夹。
底面加工 (iRough_Face_Back_1)
此 iMachining 操作定义了零件下侧的底面加工。使用 Ø12.5 mm (0.5 in) 立铣刀,从外开放链结执行仿形螺旋刀具路径,向内封闭链结瓦解。
底部半径精加工 (F_backRadius)
此轮廓操作定义了零件下侧的 6.35 mm (0.25 in) 底部半径精加工。链结被定义为半径的底部边缘。使用 Ø12.5 mm (0.25 in) 球刀,刀具位置设定为中心。在第 1 次粗加工路径后,底部上仍有 0.13 mm (0.005 in) 余量,然后由单个精加工路径移除。引导进/出使用 0.25 mm (0.01 in) 圆弧。
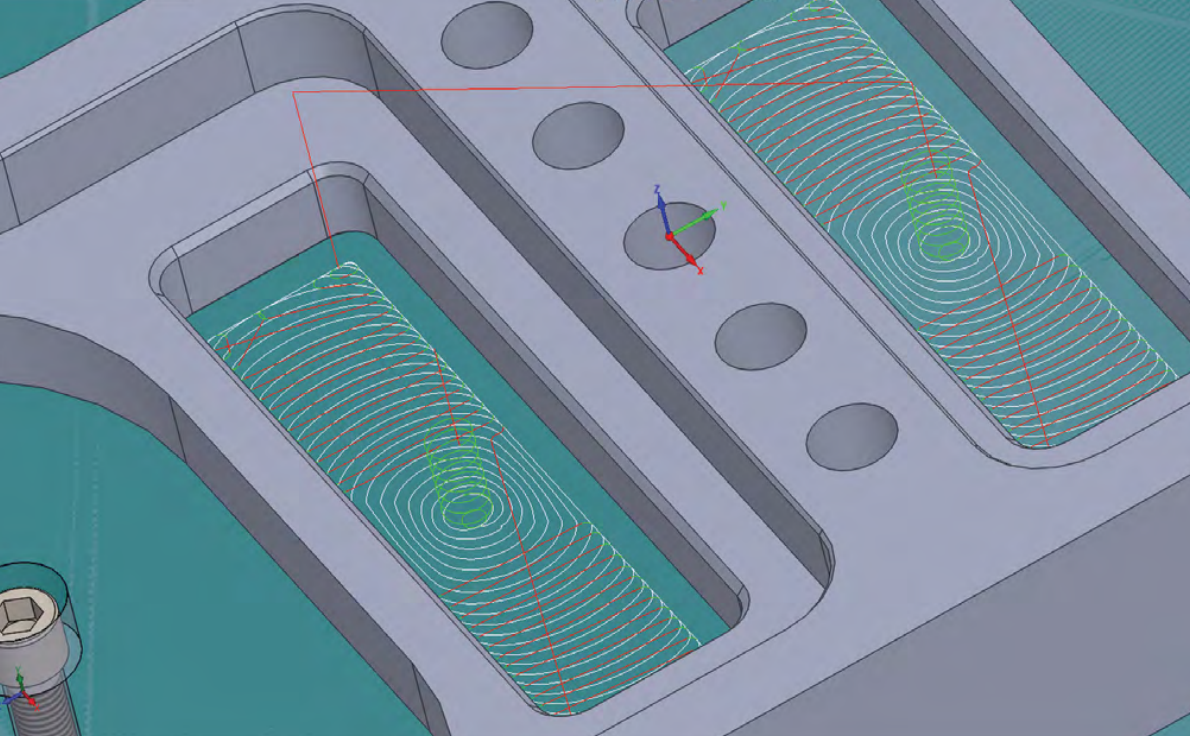
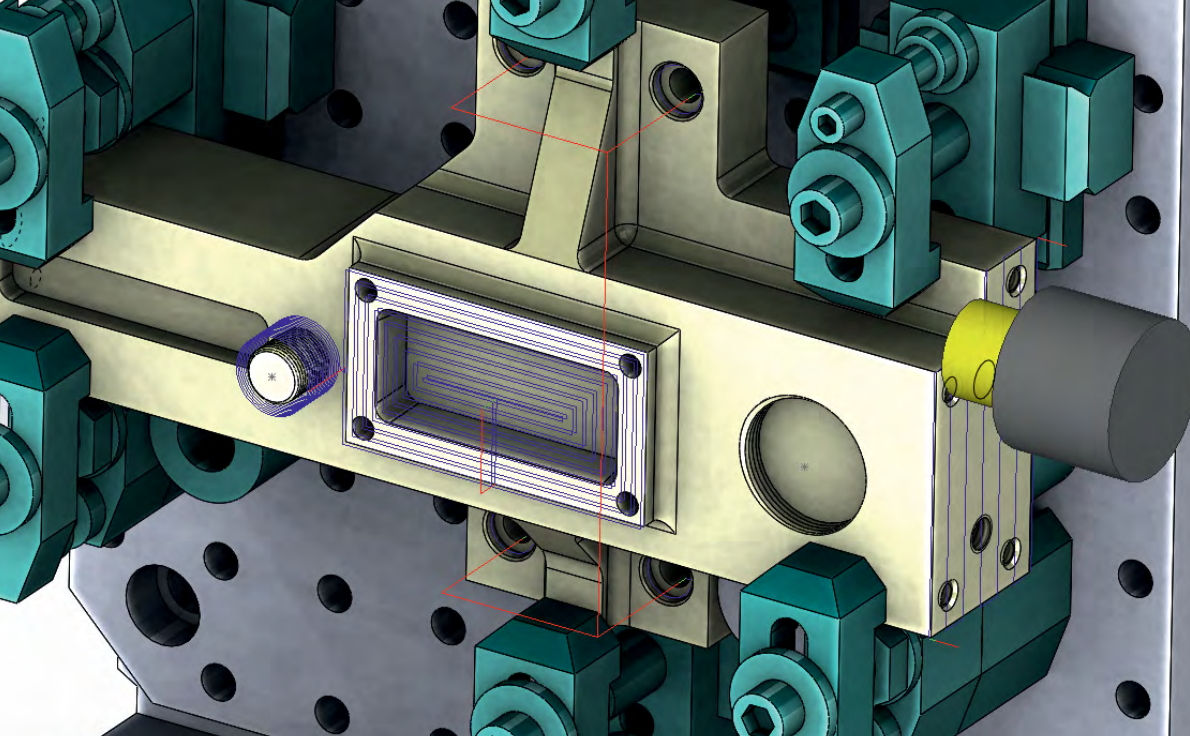
iMachining_2D_2.prz
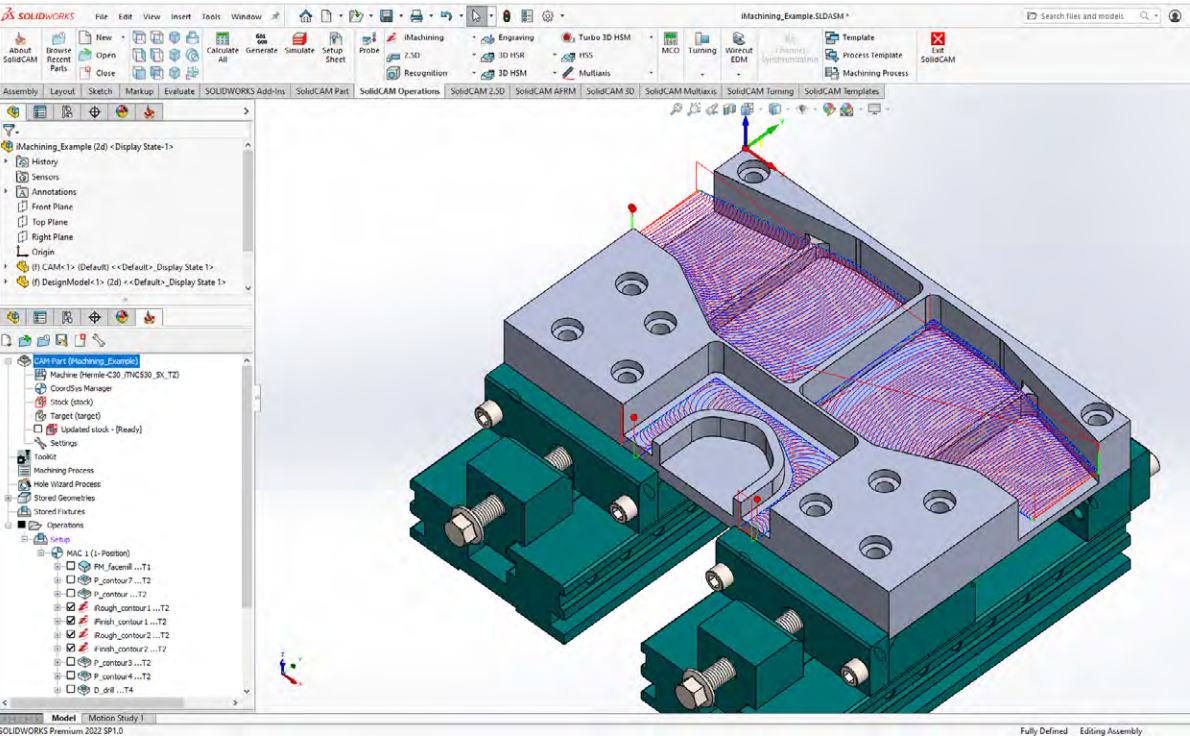
本例中的操作说明了如何使用 SolidCAM 的 iMachining 2D 技术,加工如上所示的零件。使用 1 个 SolidCAM 坐标系,在 3-Axis 数控机床上以 1 个工序执行加工。
上面加工 (FM_facemill)
此面铣操作定义了零件上面的加工。Ø100 mm (4 in) 面铣刀与平行工艺一起使用,从毛坯顶面上移除 1 mm (0.04 in) 的材料。
型腔加工 (iRough_contour7; iRough_contour; iFinish_contour; iFinish_contour7; iRough_contour1; iFinish_contour1)
这些 iMachining 操作定义了半开放型腔的加工。使用 Ø12 mm (0.4844 in) 立铣刀。iRough 操作在侧壁上有 0.25 mm (0.01 in) 余量,然后由 iFinish 操作移除。
型腔加工 (iRough_contour2; iFinish_contour2; iRough_contour3; iFinish_contour3; iRough_contour4; iFinish_contour4)
这些 iMachining 操作定义了半开放型腔和 2 个封闭型腔的加工。第 1 个 iRough 和 iFinish 操作加工 2 个较大的半开放型腔。第 2 和第 3 对操作加工较小的半开放和封闭型腔。使用 Ø12 mm (0.4844 in) 立铣刀。iRough 操作在侧壁上有 0.25 mm (0.01 in) 余量,然后由 iFinish 操作移除。
孔加工 (D_drill; D_drill_1; F_contour5)
这些钻孔操作定义了零件上面的孔的中心钻孔和钻孔。轮廓操作被定义为孔的侧壁精加工。
倒角加工 (F_contour6 – F_contour12)
这些轮廓操作定义了零件边缘上的倒角加工。使用 Ø6 mm (0.2344 in) 倒角刀和倒角选项。
iMachining 3D
使用经过验证的 iMachining 2D & 工艺向导算法对模具、复杂 3D 零件和 3D 结构零件执行粗加工、残料加工和半精加工

iMachining 3D 提供惊人的 3D 加工结果,通常节省 70% 甚至更多的加工时间,甚至节省高达 90%。
iMachining 3D 生成一个完整的、随时可运行的 CNC 程序,通过基于专家知识的工艺向导实现最佳切削条件,可在单个操作中对整个 3D 零件执行粗加工和残料粗加工。
所有需要移除的体积被细分为铣削区域。默认情况下,然后使用复杂的分析算法确定切深(粗加工)和递升切削(残料粗加工)刀具路径走刀的最佳排序。通过实现其独特的局部加工功能,iMachining 3D 能够消除几乎所有的退刀和长位置移动。
凭借其全深度切深、智能递升和智能定位,几乎消除了所有退刀、长定位和空切削,以实现模具、复杂 3D 零件和 3D 结构零件的粗加工、残料粗加工和半精加工的业内最短最佳周期时间。
iMachining 3D 结合其他 SolidCAM 铣削技术执行精加工,为你的 3D 零件提供完整的加工解决方案。
独有的 iMachining 3D 功能:
- 快速实体模型几何选取,无需定义链结几何
- 使用经过验证的 iMachining 2D 刀具路径优化每个 Z 高度的加工
- 深处的粗加工利用了整个有效切削长,缩短了周期时间并延长了刀具寿命
- 残料加工以小的递升切深,针对恒定的脊高进行优化,进一步缩短周期时间
- 智能局部加工和优化排序消除了几乎所有退刀和长定位移动,实现业内最短的周期时间
- 动态更新 3D 毛坯模型消除了所有空切削
- 刀具路径自动调整,以避免在加工过程的每个阶段刀柄和更新毛坯之间发生干涉
iMachining 3D 通用形状零件
iMachining 3D 与精加工模具和复杂零件的 3D HSM 结合使用,为你的通用形状 3D 零件提供完整的加工解决方案。
iMachining 3D 结构零件
你还可以在单个操作中完全粗加工你的 3D 结构零件,包括不同 Z 高度上的多个型腔和岛屿。在这种情况下,iMachining 3D 与 2.5D 铣削和 AFRM 模块结合使用提供完整的加工解决方案,精加工你的 3D 结构零件。你还可以使用 iMachining 3D 对 3D 结构零件进行完全粗加工,然后使用 iMachining 2D 对底部和侧壁执行精加工。
iMachining 3D 可为 Menes 节省 85% 的钢铁加工周期时间:
我希望我们每天都能得到这样的结果 – 使用 iMachining 3D 我们将节省大量成本! _Igor, Chief Programmer, Menes
与其他 CAM 系统相比,iMachining 3D 在 Makino 上的加工时间缩短了 75%:
iMachining 3D 将竞争对手的 CAM 系统的加工时间从 4 小时缩短到 58 分钟… 节省了 75% 的时间! _Galtronics, China
SolidCAM 客户 A.P.A. 在 iMachining 2D & 3D 上,主要加工铝:
太棒了,我无法用语言形容我对 iMachining 的满意程度。我甚至无法表达它在铝的加工中为我们节省了多少时间! _David Franko, Owner, A.P.A.
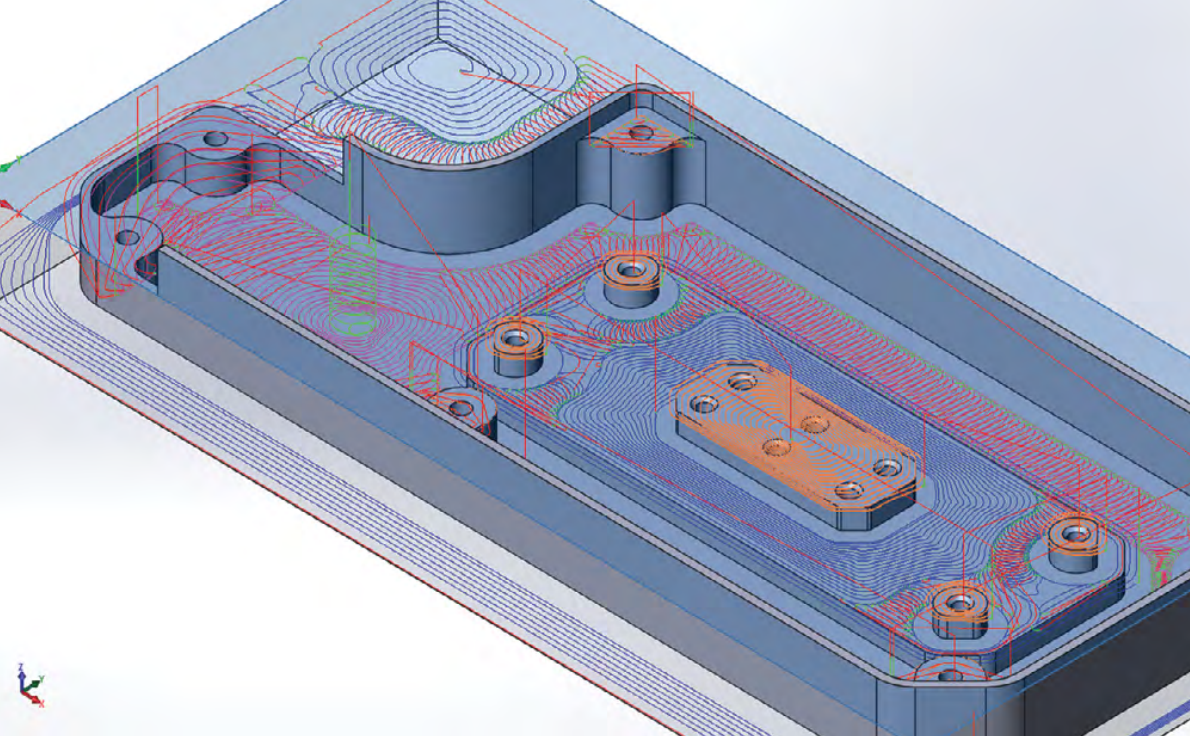
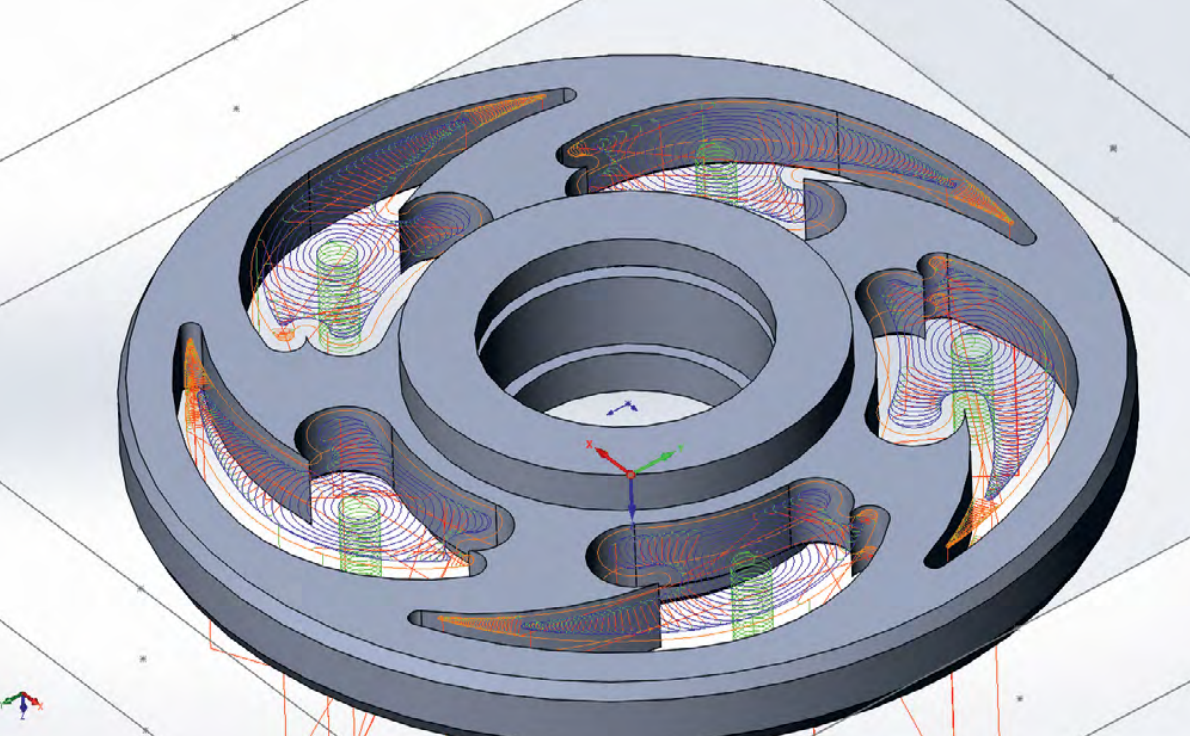
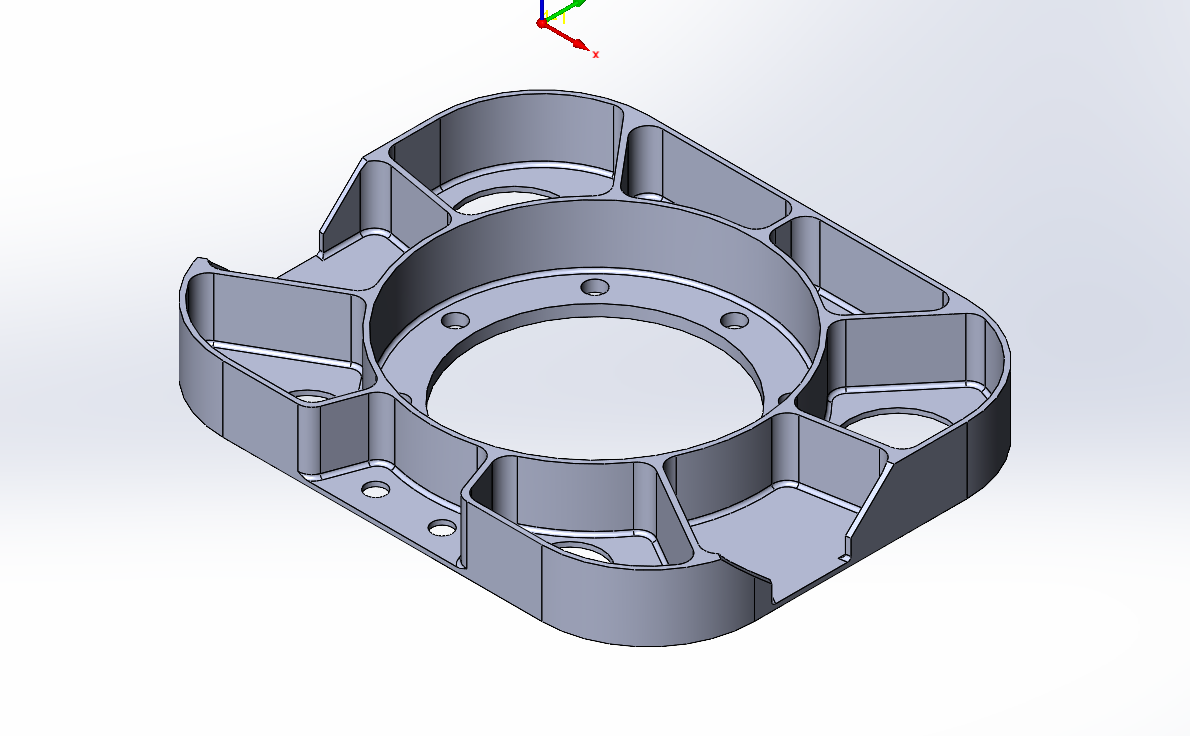
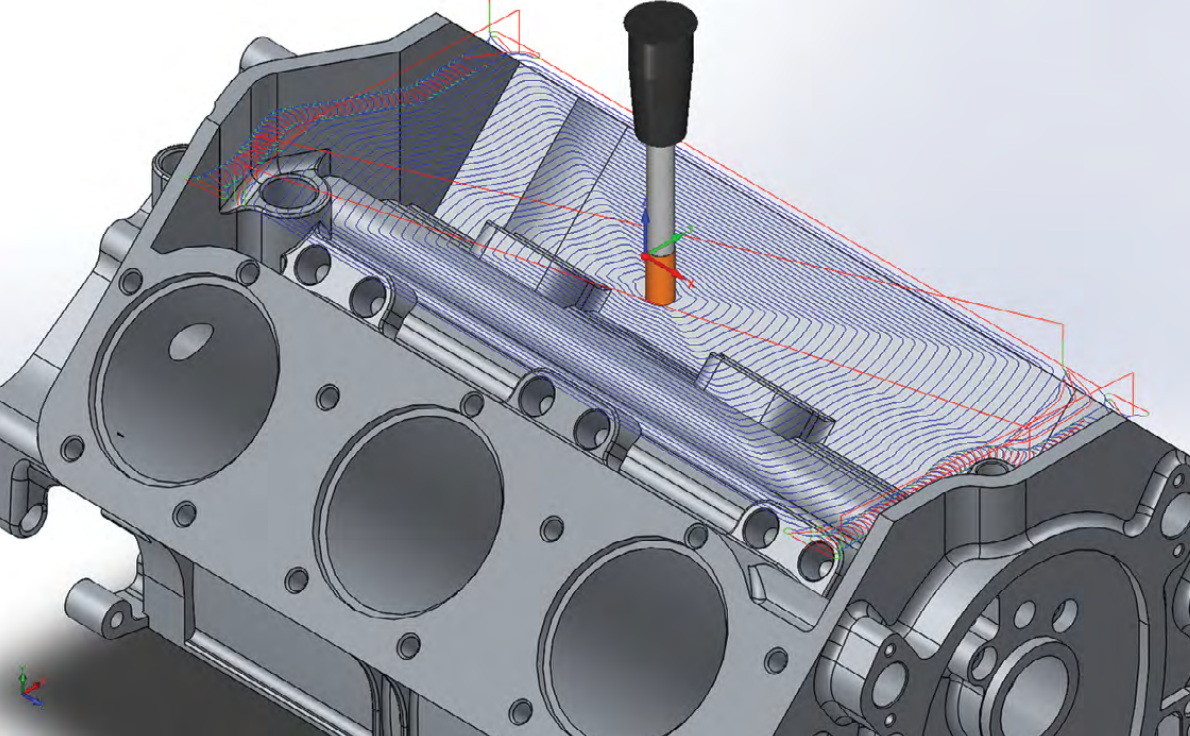
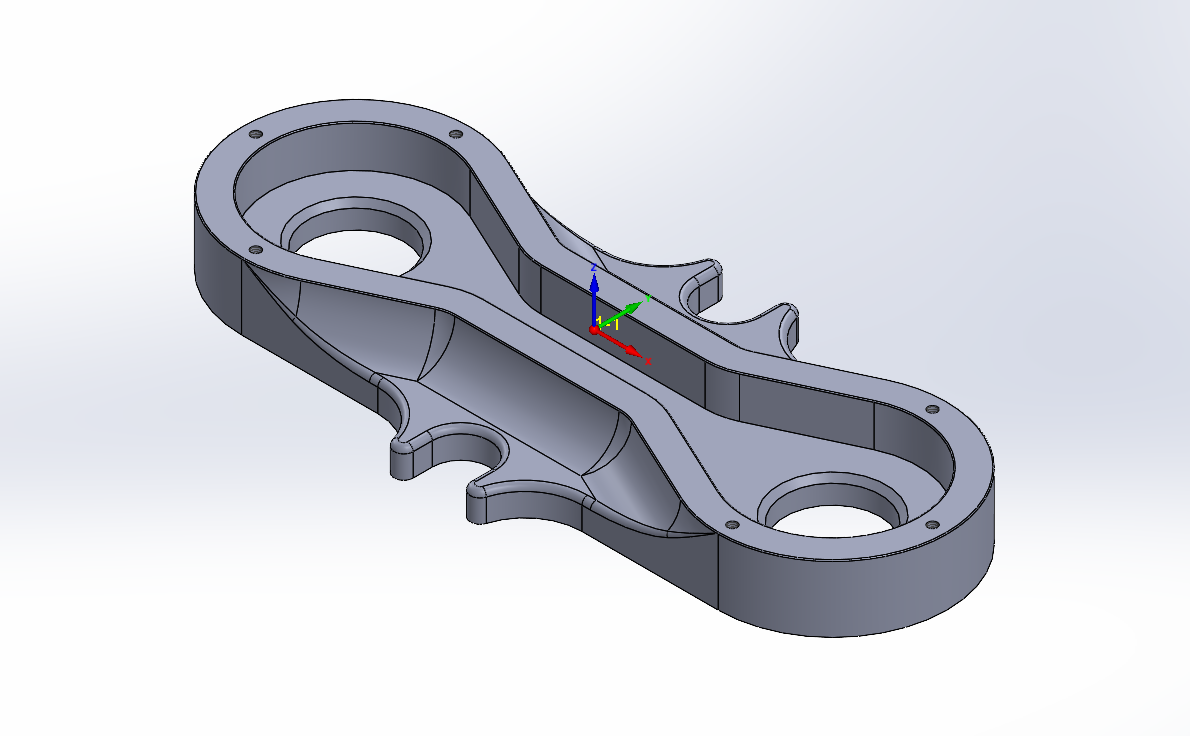
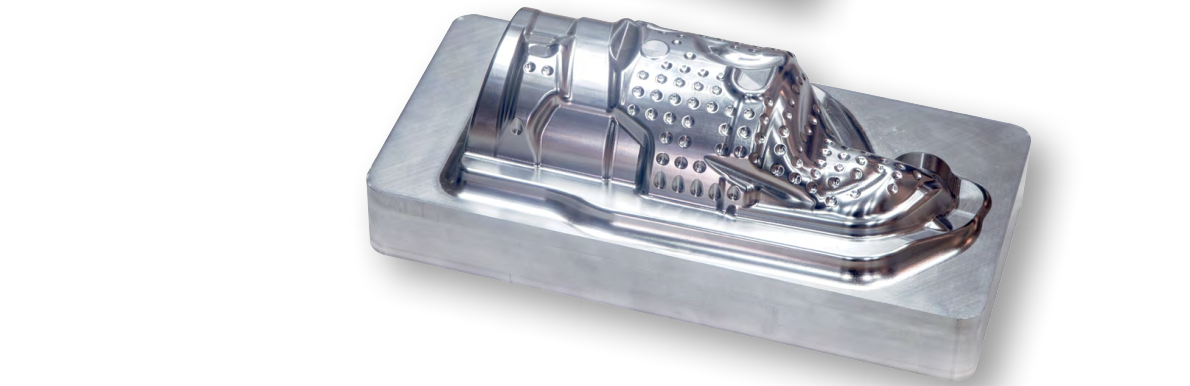
iMachining_3D_1.prz
本例中的操作说明了如何使用 SolidCAM 的 iMachining 3D 技术,加工如上所示的零件。
粗加工 (G_i3DSurfacing_target_3)
此 iMachining 3D 操作被定义为使用 3D 通用策略和 Ø16 mm (0.625 in) 立铣刀移除大部分材料。在此操作中,禁用残料粗加工。执行 2 次切深加工,表面上保留 0.2 mm (0.008 in) 加工余量。
残料加工 (G1_i3DSurfacing_target_4)
此 iMachining 3D 操作定义了移除先前操作后剩余的未加工材料。使用圆角半径 0.6 mm (0.024 in) ,Ø12 mm (0.4844 in) 牛鼻刀。在 2 次切深后,根据自动定义的脊高值,使用当前刀具在递升模式下执行残料粗加工,以移除斜面上的额外残料。表面上保留 0.2 mm (0.008 in) 加工余量。
精加工 (HSM_COMBINE_CZ_Lin_target; HSM_CZF_target; HSM_RM_target)
这些 HSM 操作使用组合恒定 Z、水平面和残料加工策略,定义了零件精加工。
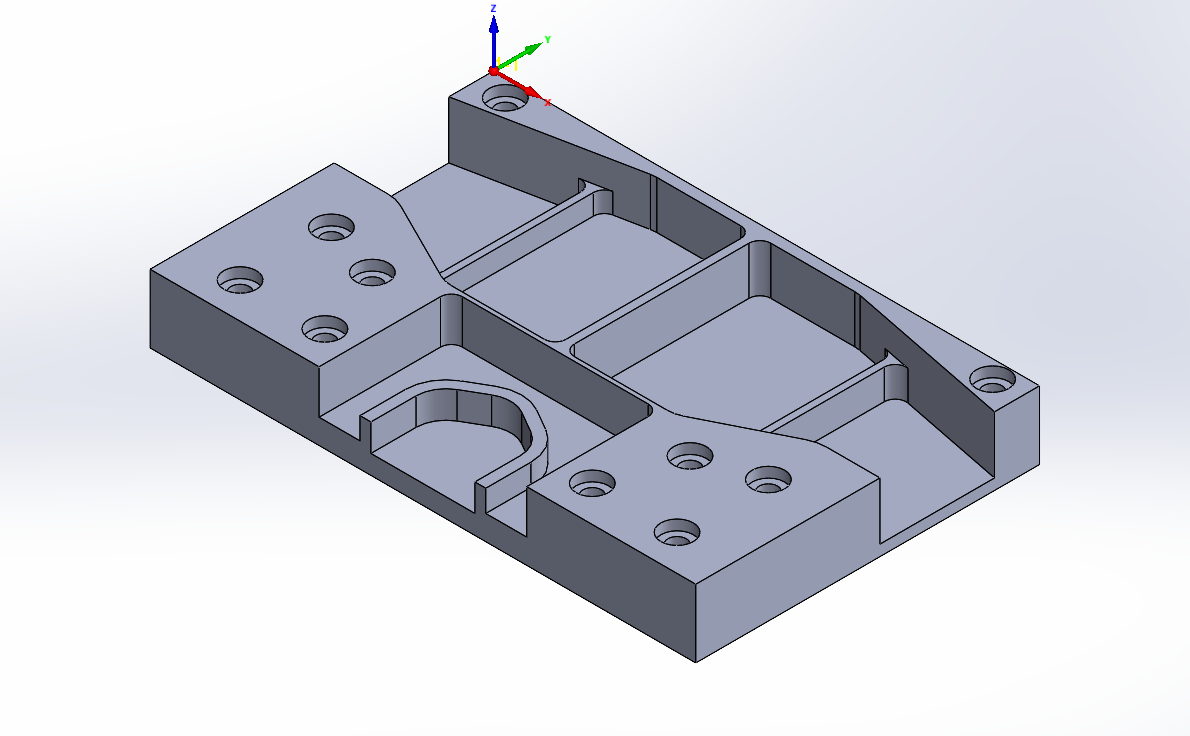
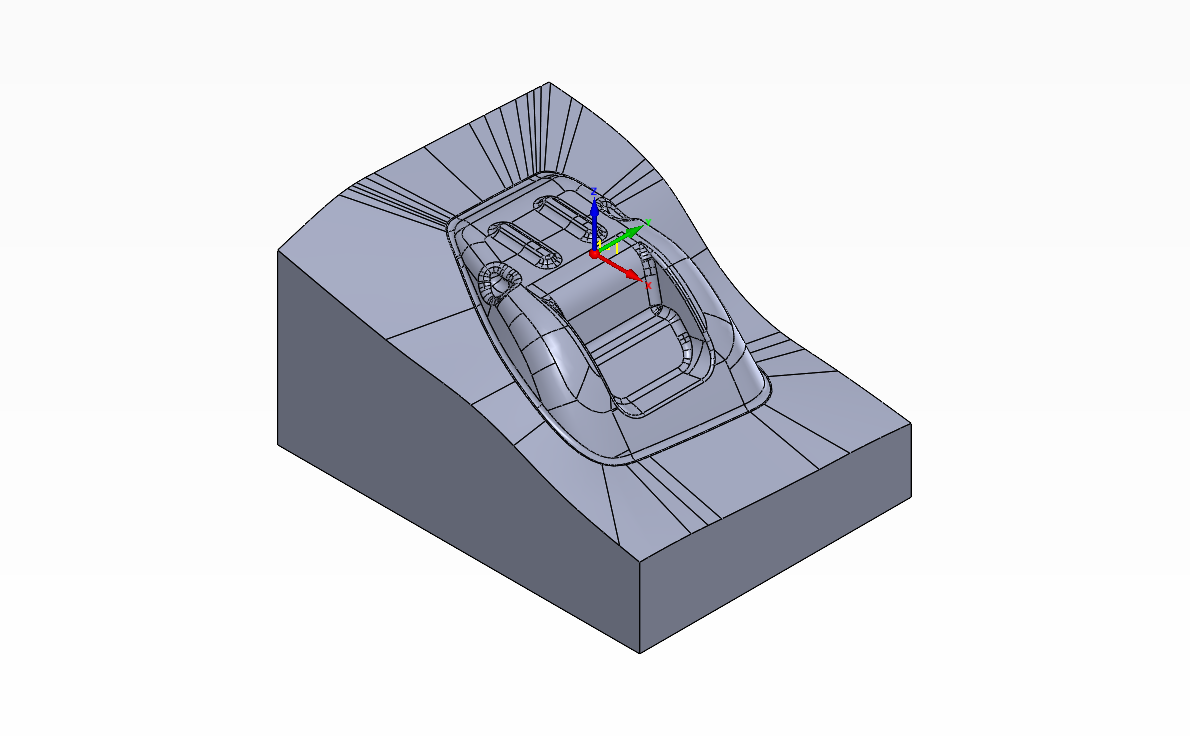
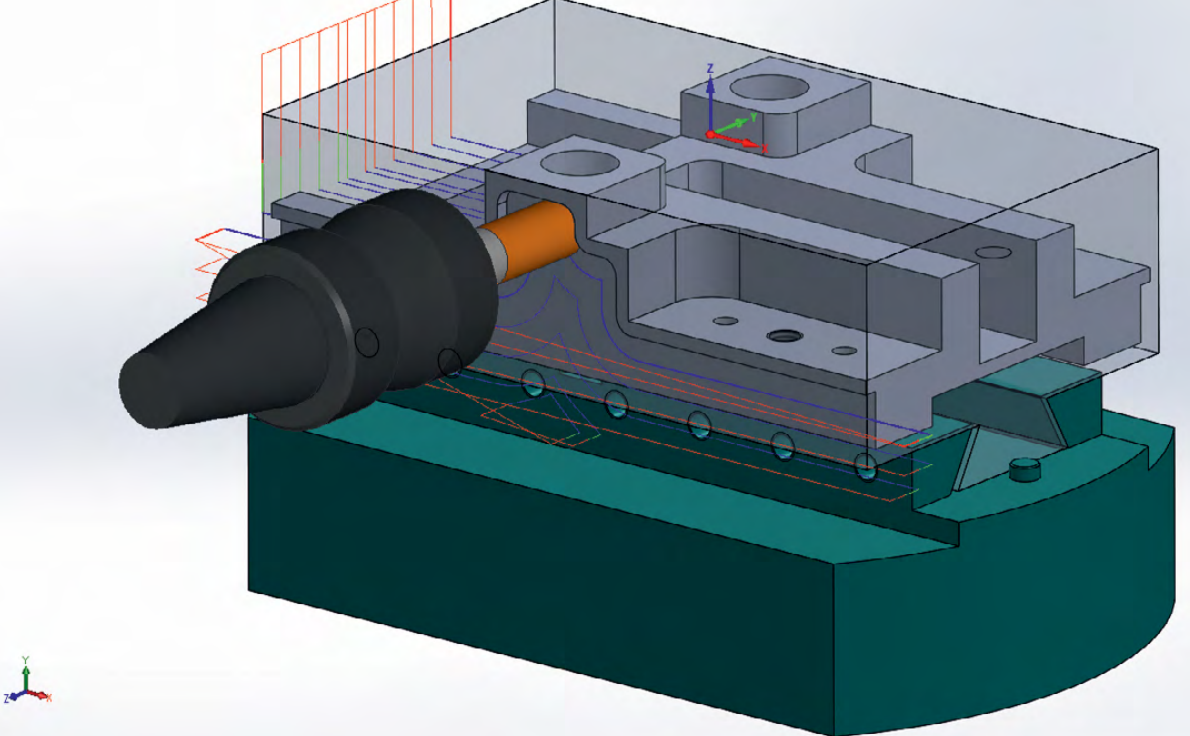
iMachining_3D_2.prz
本例中的操作说明了如何使用 SolidCAM 的 iMachining 3D 技术,加工如上所示的零件。
通孔加工 (D_drill)
此钻孔操作定义了通孔的钻孔。在随后的 iMachining 操作中使刀具安全进入。使用 Ø16 mm (0.625 in) 钻头。
粗加工 (G_i3DRough_target)
此 iMachining 3D 操作被定义为使用 3D 通用策略和 Ø10 mm (0.3906 in) 立铣刀移除大部分材料。在这种情况下,也可使用 3D 结构策略。仅 1 次切深后,使用当前刀具在递升模式下执行残料粗加工,以移除较高水平面上的残料。侧壁和底部表面上保留 0.38 mm (0.015 in) 加工余量。
残料加工 (G1_i3DRough_target_1)
此 iMachining 3D 操作定义了移除先前操作后留在角落中的未加工材料。使用 Ø6 mm (0.2344 in) 立铣刀。侧壁和底部表面上保留 0.38 mm (0.015 in) 加工余量。
精加工 (HSM_COMBINE_CZ_CZF_target)
此 HSM 操作使用组合恒定 Z 与水平面加工策略,定义了零件精加工。
2.5D 铣削
最强大和轻松创建 2.5D 数控铣削刀具路径:交互控制 + 特征识别
最直接、轻松使用的界面,无缝集成在 SolidWorks 中,结合最新的刀具路径技术,提供更快、最强大和轻松创建 2.5D 数控铣削刀具路径。
轻松处理零件、组件和草图几何以定义你的加工操作。快速放置夹具和部件以实现完全可视化。
两全其美:完全交互控制 + 特征识别
SolidCAM 提供交互和自动 2.5D 铣削 SolidWorks 模型的操作。SolidCAM 专为新手和高级用户设计,提供两全其美的功能。你可以选择几何、参数和 CNC 编程策略的完全控制或使用型腔、倒角和钻孔几何的自动特征识别和加工模块。
交互 2.5D 铣削操作
除了标准的 2.5D 铣削策略(如轮廓、型腔和钻孔操作)之外,SolidCAM 还提供:
- 链结修改选项(偏置、修剪、延伸等),无需更改 CAD 模型即可更改几何
- 自动残料加工以切削使用较大刀具后剩余的材料
- 倒角加工使用轮廓和型腔操作中定义的相同几何
- 加工标准内和外螺纹的铣螺纹操作
- 在水平和包覆面上雕刻文本,以及多线文本的中线雕刻
- 3D 轮廓操作沿 3D 曲线驱动刀具,在不同深度切削模型
- 转换线性运动至旋转运动,加工环绕旋转轴的几何
- 使用 T-槽铣刀,加工有倒扣的侧槽的特殊操作
钻孔识别
自动识别和分组 CAD 模型中的孔,可选择修改产生的几何。单个钻孔识别操作可以加工有各种高度和切削深度的孔组。
型腔识别
SolidCAM 强大的型腔策略通过自动识别 CAD 模型中的所有型腔,提升到新的水平。提供标准型腔操作的所有策略和选项,可以加工有各种高度和切削深度的型腔。
工具箱工作程序
有用且方便的工具箱工作程序为槽、角落、凸台、直纹面等提供了专门的子操作。

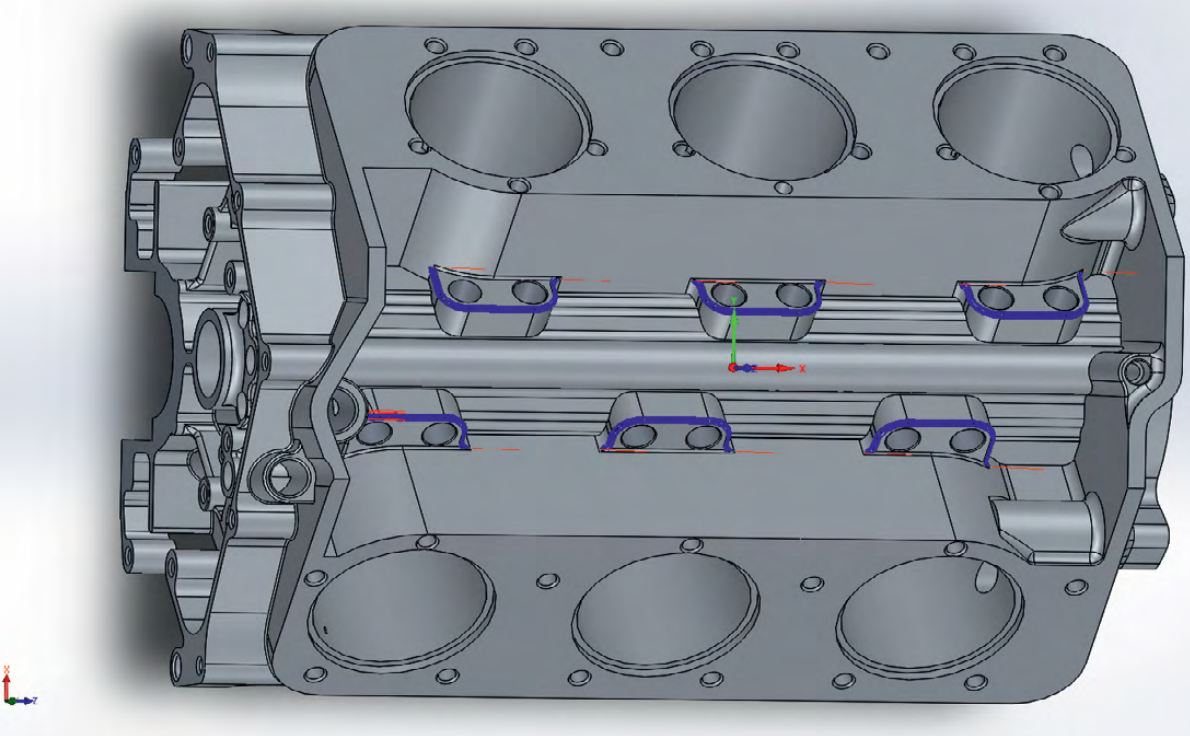
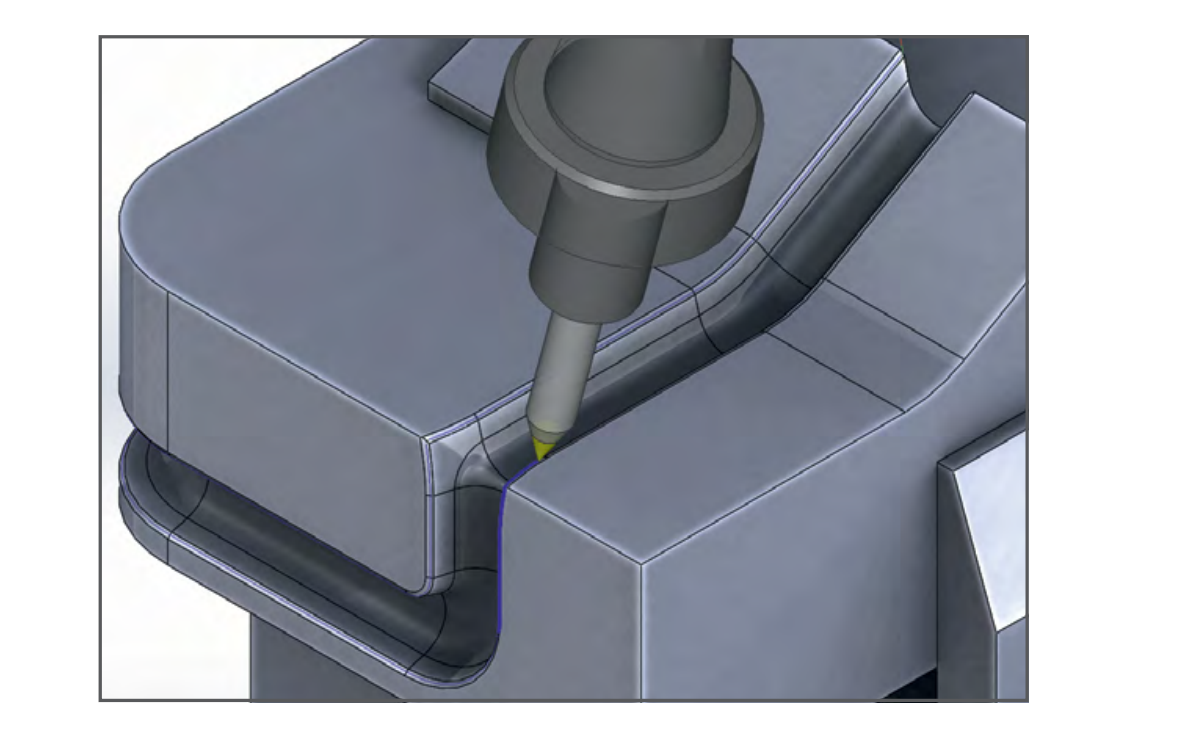
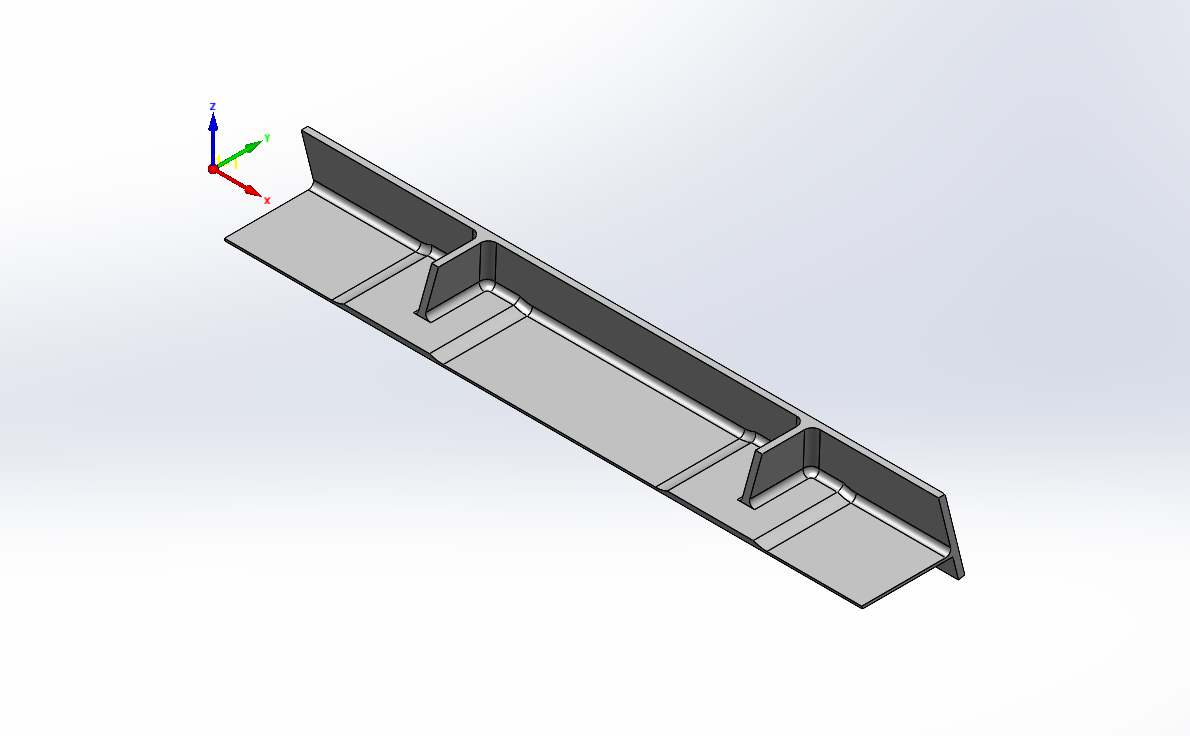
2_5D_Milling_1.prz
本例中的操作说明了如何使用 SolidCAM 的 2.5D 铣削技术,加工如上所示的零件。使用 2 个 SolidCAM 坐标系,在 5-Axis 数控机床上以 1 个工序执行加工。
上面加工 (FM_facemill)
此面铣操作定义了零件上面的加工。使用 Ø50 mm (2 in) 面铣刀与平行工艺,从毛坯顶面上移除 0.5 mm (0.02 in) 的材料。
外形加工 (F_contour)
此轮廓操作定义了外形的加工。使用 Ø16 mm (0.625 in) 立铣刀在 3 次切深中移除材料并执行额外的精加工路径以移除侧壁上剩余的 0.3 mm (0.012 in) 。
岛屿和型腔加工 (P_F; P_contour1; P_contour2)
这些型腔操作定义了岛屿和型腔的加工。第 1 个操作使用 Ø16 mm (0.625 in) 立铣刀创建较大岛屿。开放型腔工艺使用轮廓策略并从外部接近,在岛屿的侧壁上保留 0.2 mm (0.008 in) 余量以执行精加工路径。在第 2 个操作中,使用相同的刀具在岛屿的上面创建凸块。在第 3 个操作中,使用 Ø10 mm (0.4063 in) 立铣刀在岛屿内部创建贯穿型腔。
角落残料和精加工 (P_contour2_1; F_contour_1)
这些操作定义了贯穿型腔和外形的内角落加工。型腔操作和轮廓操作都使用 Ø3 mm (0.125 in) 立铣刀和切削残料选项,仅移除在先前操作的较大刀具之后剩余的材料。
倒角加工 (F_F7)
此轮廓操作定义了零件边缘倒角的加工。使用 Ø8 mm (0.3125 in) 倒角刀和倒角选项。
槽加工 (TSlot_T_Slot)
此 T-槽操作被定义为加工侧槽。使用 Ø38 mm (1.5 in) 槽铣刀,并在槽底、顶部和侧壁上执行精加工路径。
孔加工 (D_D – D_D2_1)
这些钻孔操作定义了所有零件面上的孔的中心钻孔和钻孔。
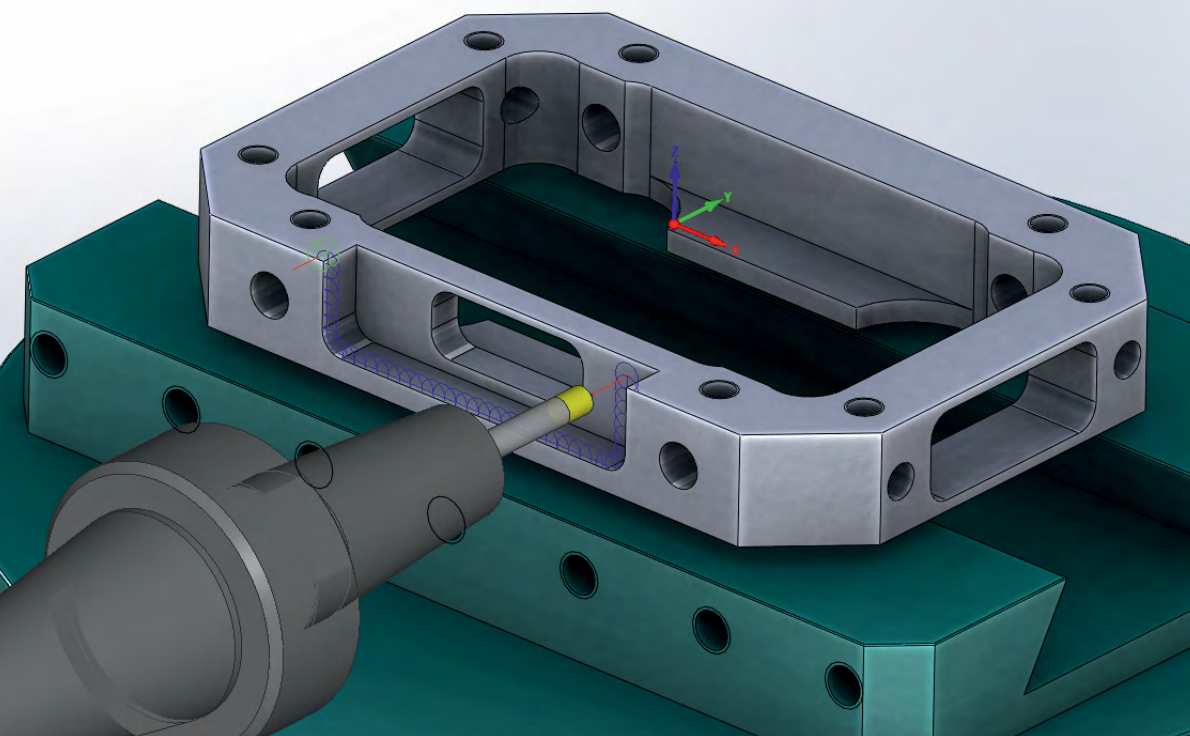
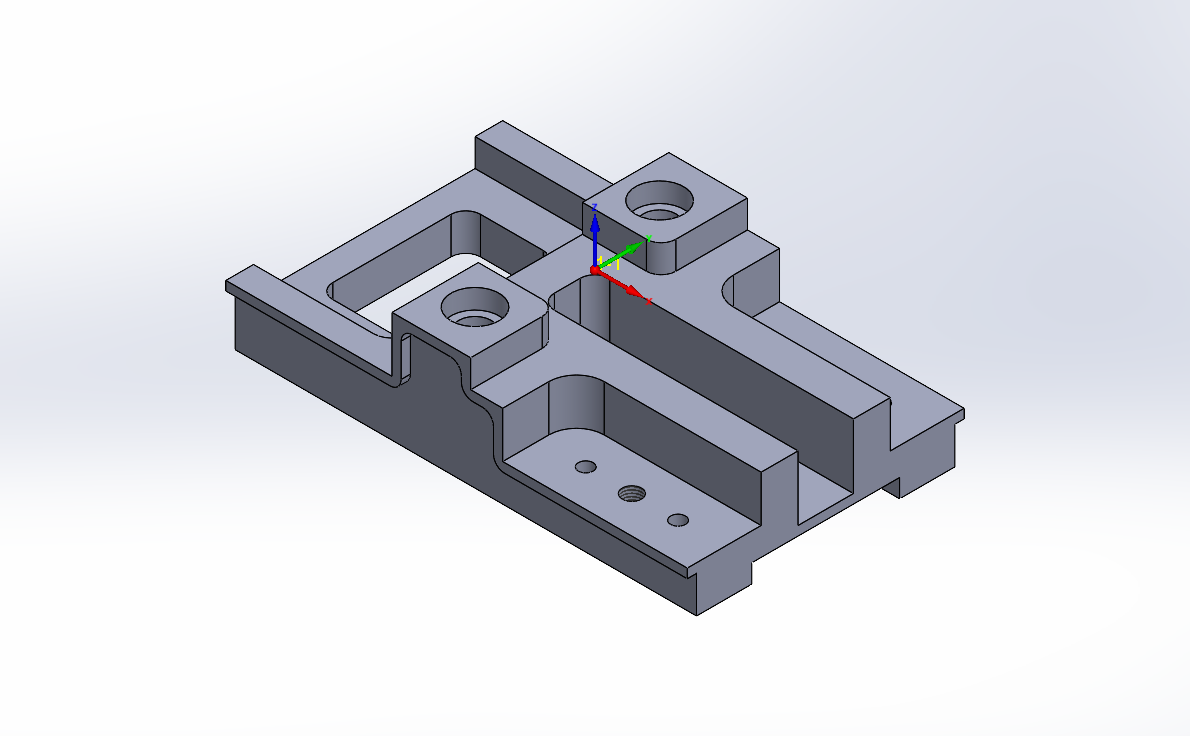
2_5D_Milling_2.prz
本例中的操作说明了如何使用 SolidCAM 的 2.5D 铣削技术,加工如上所示的零件。使用 2 个 SolidCAM 坐标系,在 5-Axis 数控机床上以 2 个工序执行加工。
上面加工 (FM_facemill)
此面铣操作被定义为加工零件的上面。使用 Ø100 mm (4 in) 面铣刀仅单个路径。
型腔加工 (D_D_Tur1-1A; P_F2_Tur1-2A; P_F3_Tur1-2A)
这些操作定义了中心型腔区域的粗加工。在钻孔操作中,使用 Ø10 mm (0.4083 in) 钻头钻孔,在随后型腔操作中使刀具安全地进入。然后使用 Ø10 mm (0.4063 in) 粗铣刀与轮廓策略一起执行型腔加工。
外形加工 (F_F_Tur1-2A; F_F1_Tur1-2A)
这些轮廓操作定义了外形的粗加工。使用 Ø10 mm (0.4063 in) 粗铣刀。在侧壁上保留 0.2 mm (0.008 in) 余量。
槽加工 (TBX_SOW_contour3)
此工具箱工作程序操作被定义为加工零件侧壁中的宽开放槽。螺旋刀具路径使用 Ø10 mm (0.4063 in) 粗铣刀的整个有效切削长有效移除材料。
角落残料和精加工 (F_F1_Tur1-3A; F_F1_Tur1-5A)
这些轮廓操作定义了外部凸耳的内角落加工。2 个操作都使用切削残料选项,仅移除在先前操作的较大刀具之后剩余的材料。在第 2 个操作中,刀具以全深度精加工角落。
半精和精加工 (F_F_Tur1-4A; F_F1_Tur1-4A; F_F2_Tur1-3A; F_F3_Tur1-3A; F_F2_Tur1-4A; F_F6_Tur1-5A; F_F5_Tur1-6A; F_F3_Tur1-6A)
这些轮廓操作定义了零件外和内表面的半精和精加工。使用不同的立铣刀,精加工使用较小的立铣刀。
倒角加工 (F_F7_Tur1-7A; F_F3_Tur1-7A; F_F8_Tur1-7A)
这些轮廓操作定义了零件边缘上的倒角的加工。使用 Ø2 mm (0.0781 in) 倒角刀。
孔加工 (D_D1_Tur1-7A – D_D4_Tur1-11A)
这些钻孔操作定义了所有零件面上的孔的中心钻孔和钻孔。
零件下表面上的面和倒角加工 (FM_facemill2; F_contour4)
在工序 2 中,面铣操作定义了零件底面的加工,轮廓操作被定义为加工掉零件下侧边缘上周围的多余材料。
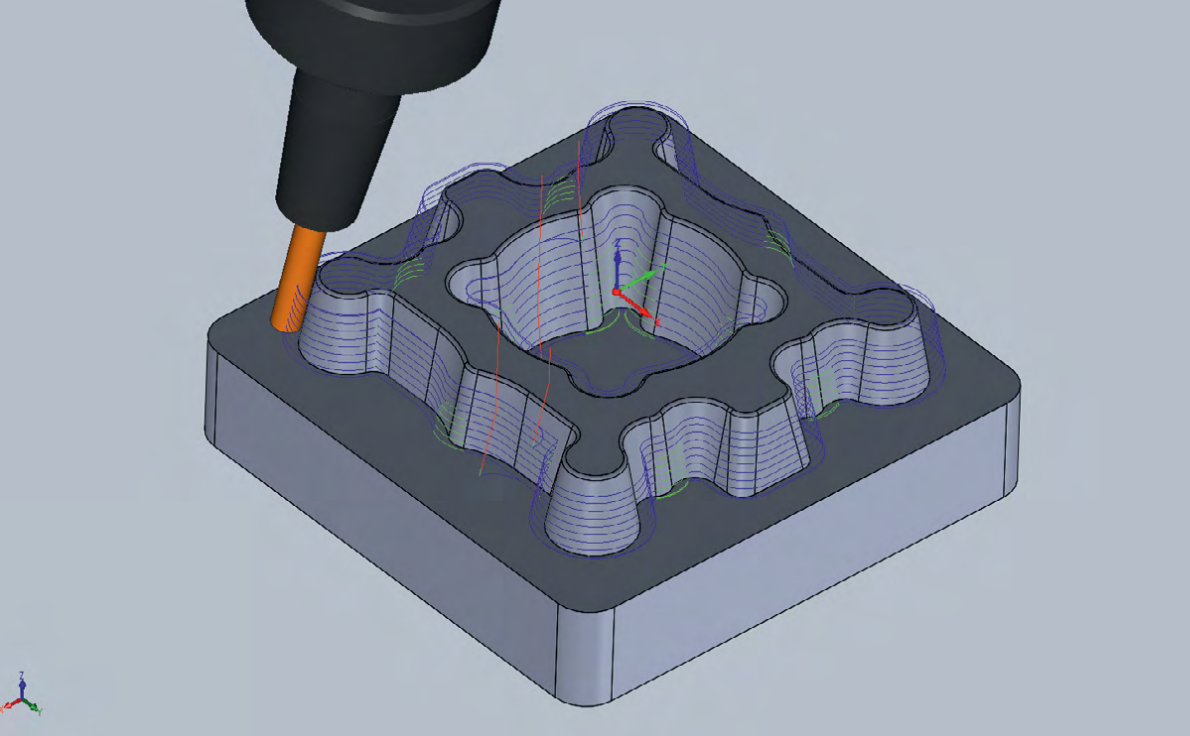
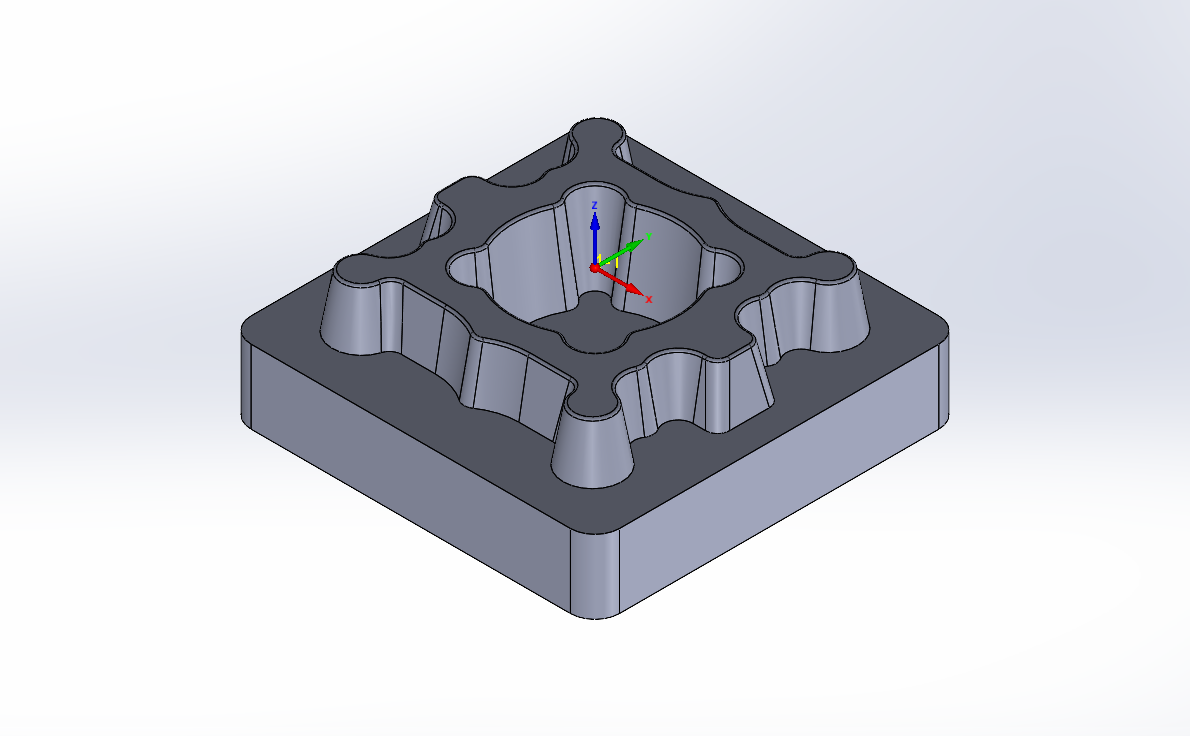
ToolBox_Cycles.prz
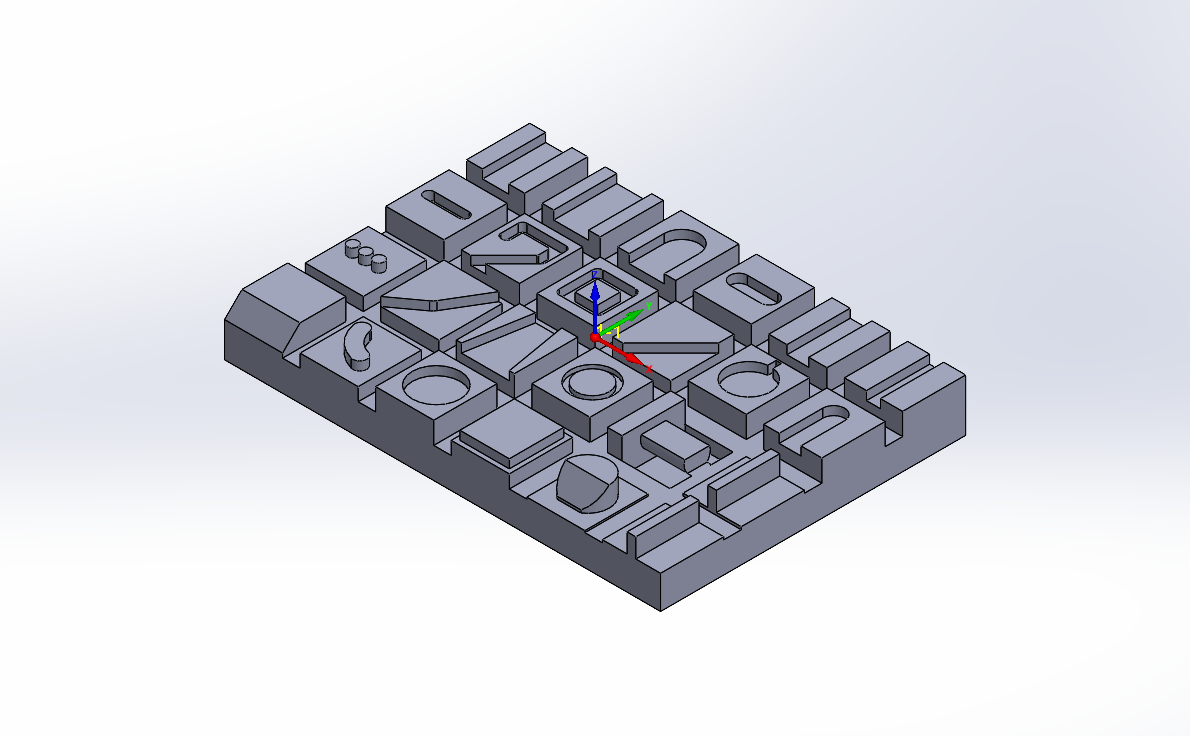
本例中的操作说明了如何使用 SolidCAM 的工具箱工作程序,加工如上所示的零件。使用 1 个 SolidCAM 坐标系和多个位置,在 5-Axis 数控机床上以 1 个工序执行加工。包括但不限于以下操作:
封闭槽加工 (TBX_CLS_contour6)
此工作程序使你能够加工宽度等于刀具直径的封闭槽。加工以之字形方式执行;最后一次水平切削,以清除槽底。
椎状槽加工 (TBX_SPN_contour7)
在此工作程序中,SolidCAM 自动确定槽的椎状,并根据椎状的形状执行加工。
4 个凸台加工 (TBX_NB_contour8)
此工作程序使你能够加工型腔的轮廓。同时使用小薄桥保留固定在侧壁上的残料。
简单角落加工 (TBX_CRN_contour9)
此工作程序使你能够加工与所选几何的许多个等距切削的开放角落区域。
简单多个凸台加工 (TBX_MBSC_contour11)
此工作程序使你能够从 1 个面开始加工多个凸台。加工是在与所选凸台几何平行的许多个等距清除偏置路径中执行。
单侧开放槽加工 (TBX_OSO_contour25)
此工作程序使你能够加工单侧槽。使用 2 个链结:1 个主要链结和 1 个驱动链结。使用螺旋刀具路径执行加工。
O-环加工 (TBX_ORG_contour14)
此工作程序使你能够加工具有 O-环形状的槽。几何被定义为 1 对封闭链结,第 1 个是外部链结,第 2 个是内部链结。
螺旋型腔加工 (TBX_SPK_contour17)
此工作程序使你能够在型腔内创建螺旋状刀具路径。螺旋切削由切削角度参数控制,范围从最小值到最大值。
滚入开放槽 (TBX_ROS_contour21)
此工作程序使你能够加工 1 个开放槽。以圆弧运动滚入材料时从槽中心开始并向侧壁发散。
滚入封闭槽 (TBX_RCS_contour22)
此工作程序使你能够加工 1 个封闭槽。以圆弧运动滚入材料时从槽中心开始并向侧壁发散。
肋状加工 (TBX_RC_contour23)
此工作程序使你能够在从中心线平移指定值的单个路径中加工肋的上表面。这是切削薄壁上面的安全方法。
薄壁加工 (TBX_TWM_contour24)
此工作程序使你能够通过逐渐移除侧壁两侧的多余材料,加工薄壁。支持交替步距和支持步距策略。
角度圆柱加工 (TBX_AC_contour26)
此工作程序使你能够在圆柱体的顶部创建 1 个斜面。切削是通过具有定义步距的平行切削执行。
木材切削 (TBX_SWC_contour20)
此工作程序使你能够使用特殊的锯片铣刀,切削一块木材。第 1 个切深参数定义第 1 次路径期间的切削深度,第 2 次路径完成全深度的切削。
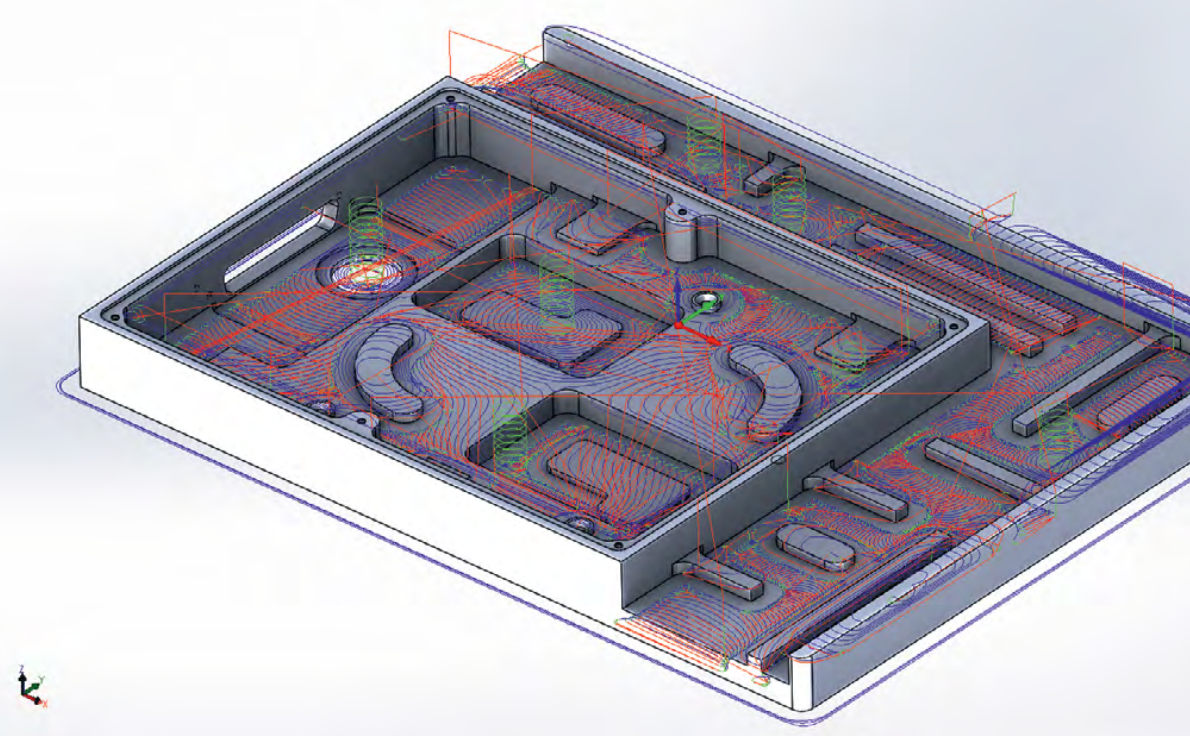
Feature_Recognition.prz
本例中的操作说明了如何使用 SolidCAM 的自动特征识别和加工技术,加工如上所示的零件。使用 1 个 SolidCAM 坐标系,在 5-Axis 数控机床上以 1 个工序执行加工。
上面加工 (FM_facemill)
此面铣操作定义了零件上面的加工。使用 Ø40 mm (1.575 in) 面铣刀与平行工艺,移除毛坯顶面的材料。
型腔加工 (PR_selected_faces)
此型腔识别操作自动识别和定义了所有零件型腔特征的加工。使用 Ø20 mm (0.75 in) 立铣刀,开放型腔工艺从材料外部的自动计算点执行接近运动。刀具下降到必要的深度,然后水平移动进入材料中。为贯穿型腔应用一种特殊的策略,需要加深使其完全加工。
中心钻孔 (DR_drill_r)
此钻孔识别操作自动识别和定义了所有零件孔特征的中心钻孔。使用 Ø10 mm (0.4083 in) 点钻,自动为每组孔应用倒角深度。
钻孔 (DR_drill_r1 – DR_drill_r6)
这些钻孔识别操作定义了所有零件孔特征的钻孔。为每个操作,SolidCAM 都会根据特定的筛选自动识别孔特征。自动确定钻孔深度并延伸通孔,以便完全加工。
倒角加工 (CHamfer_faces)
此边缘倒角识别操作自动识别和定义了所有零件倒角特征的加工。 使用 Ø10 mm (0.4063 in) 倒角刀,加工 0.5 mm (0.02 in) 的倒角深度。刀具下降并在零件边缘创建倒角,切削直径为 2 mm (0.08 in),同时保持 4 mm (0.16 in) 的安全间隙。
高速曲面加工 (HSS)
局部曲面的高速曲面加工是每个加工车间的重要模块!
SolidCAM HSS 是高速曲面加工模块,平滑和强大地加工局部曲面区域,甚至包括倒扣。它提供轻松选择要加工的曲面,无需定义边界。它支持标准和成型刀具。
强大的曲面加工策略,实现平滑、无干涉和最佳刀具路径
SolidCAM HSS 模块提供许多曲面加工策略,产生高效、平滑、无干涉和最佳刀具路径,以精加工选取的曲面。
HSS 提供特殊的刀具路径连接选项,生成平滑和相切的引导进和引导出。刀具路径之间的连接移动可以由用户控制以避免孔和槽,无需修改模型的曲面。退刀也可以执行到任何主平面。
完全刀具控制以仅加工你选择的区域
HSS 是使你的 2.5D 铣削方式超越轮廓、型腔和面,提供通过在通用形状 3D 零件和 3D 结构零件上沿特定曲面的 3D 加工能力的 CAM 模块。
HSS 刀具路径专注单个或多个曲面,擅长在构成复杂 3D 形状(如圆角)的一组曲面上创建流动刀具路径。
刀柄、刀杆和刀具的高级干涉控制
刀柄、刀杆和刀具使用完整的干涉控制。可以选取要避开的相邻检查曲面。用户可以完全控制各种退刀策略。
高级连接
完全自由地控制刀具进入和刀具退出运动以避免曲面修改。刀具路径可以延伸或修剪,间隙和孔可以跳过,你可以从多个引导进和引导出选项中进行选择。
处理 HSS 中的倒扣
倒扣或其他类型的难以加工的几何,使用锥形、棒糖式、或T-槽铣刀。
每个加工车间的重要模块
SolidCAM HSS 模块的优势转化为显著提高的曲面质量。它是每个加工车间加工所有类型零件的关键附件。

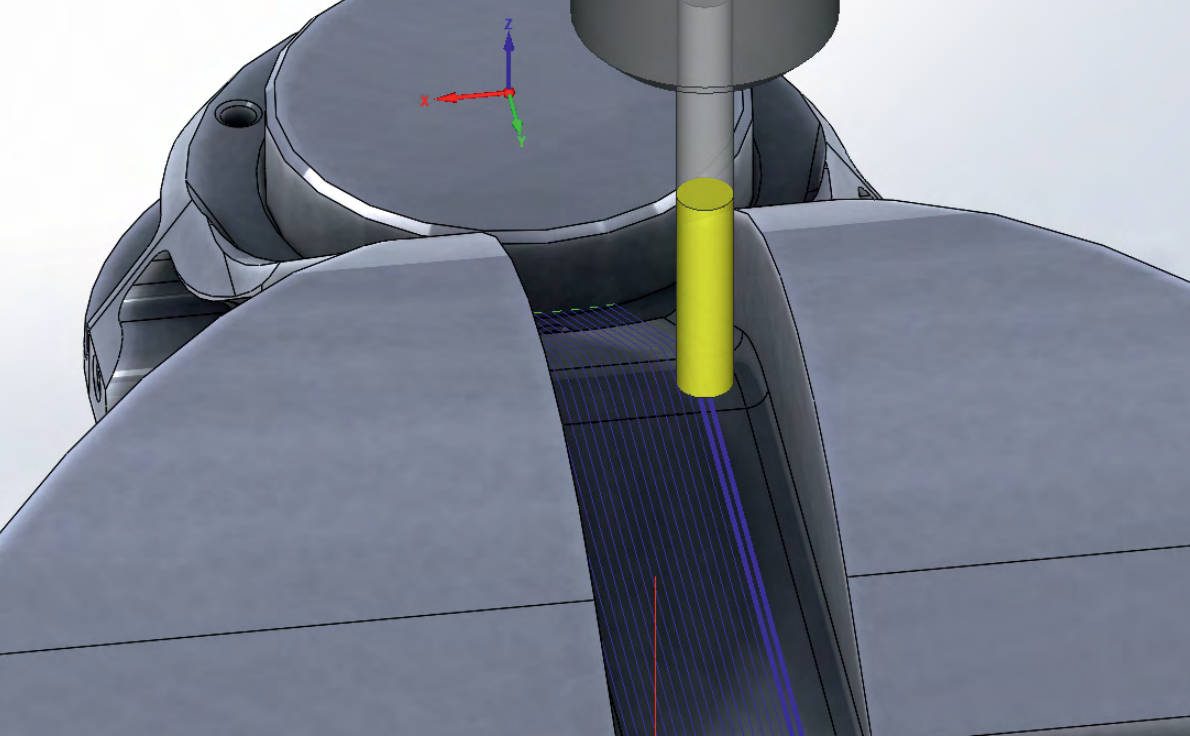
HSS_1.prz
本例中的操作说明了如何使用 SolidCAM 的高速曲面加工 (HSS) 策略,加工如上所示的零件。
投影加工 (HSS_Proj_faces; HSS_Proj_faces1; HSS_Proj_faces2; HSS_Proj_faces3)
这些 HSS 操作使用投影策略定义了 4 个小内部圆角区域的加工。使用 Ø10 mm (0.4063 in) 球刀,拟合相应的曲面半径。在粗加工和其他设定中,深度切削选项确保在多个切削路径中加工整个深度。
曲线之间仿形加工 (HSS_MC_faces4; HSS_MC_faces6)
这些 HSS 操作使用两边界曲线之间仿形策略定义了 2 个大内部圆角区域的加工。使用 Ø10 mm (0.4063 in) 球刀,生成均匀分布在圆角边界之间的恒定刀具路径。启用干涉检查以自动检测并避免刀具与加工区域的面之间可能发生的碰撞。
平行与曲线加工 (HSS_ParC_faces8)
此 HSS 操作使用平行与曲线策略定义了零件下面的加工。可以使用平行与选定曲线的切削路径加工面。在这种情况下,使用 Ø10 mm (0.4063 in) 球刀,在选定面的边界内生成型腔式刀具路径。
曲线之间仿形加工 (HSS_MC_faces9)
此 HSS 操作使用两边界曲线之间仿形策略定义了外部圆角和与圆角相邻的斜面的加工。使用 Ø6 mm (0.2344 in) 球刀,根据 0.004 mm (0.0002 in) 脊高值生成刀具路径,以获得出色的曲面质量。启用干涉检查以自动检测并避免刀具与加工区域的面之间可能发生的碰撞。
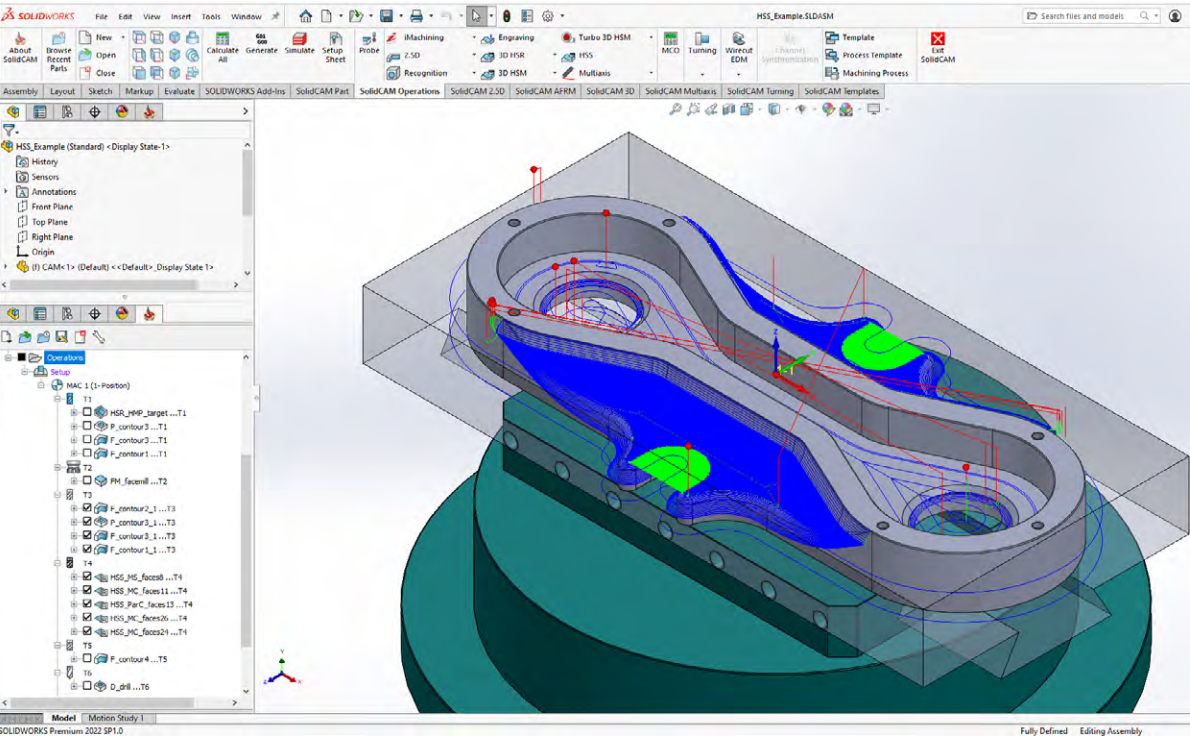
HSS_2.prz
本例中的操作说明了如何使用 SolidCAM 的高速曲面加工 (HSS) 策略,加工如上所示的零件。
曲面之间仿形加工 (HSS_MS_faces8)
此 HSS 操作使用两相邻曲面之间仿形策略定义了零件外侧上的 2 个凹侧区域的加工。生成均匀分布在由 2 个检查曲面包围的驱动曲面上恒定的刀具路径。使用 Ø10 mm (0.4063 in) 球刀。
曲线之间仿形加工 (HSS_MC_faces11; HSS_MC_faces26; HSS_MC_faces24)
此 HSS 操作使用两相邻曲面之间仿形策略定义了零件外侧上的 2 个凹侧区域的加工。生成均匀分布在由 2 个检查曲面包围的驱动曲面上恒定的刀具路径,使用 Ø10 mm (0.4063 in) 球刀。
平行与曲线加工 (HSS_ParC_faces13)
此 HSS 操作使用平行与曲线策略定义了零件外部上的下面的加工。可以使用平行与选定曲线的切削路径加工面。在这种情况下,使用 Ø10 mm (0.4063 in) 球刀,生成以跟随曲面并通过直接连接封闭大的 U-形间隙的刀具路径。刀具以垂直相切圆弧引导进入切削。
3D 铣削高速加工 (HSR/HSM)
为 3D 加工,提供强大的粗加工和最佳精加工刀具路径!
体验 3D 加工,将平滑度、效率和智能加工提升到一个全新的水平,并在任何位置为 3D 加工获得最佳精加工刀具路径。
SolidCAM HSR/HSM 模块是为复杂 3D 零件、航空航天零件、铸模、刀具和模具的非常强大且经过市场验证的 3D 高速加工模块。
HSR/HSM 为生成 3D 高速刀具路径提供独特的加工和连接策略。它尽可能平滑切削移动和退刀路径,以保持连续的机床刀具运动,这是保持更高进给率和消除停顿的绝对必要要求。
HSR – 高速粗加工
SolidCAM HSR 提供强大的高速粗加工策略,如 HM、轮廓、平行、薄壁粗加工和残料粗加工。
HSM – 高速精加工
SolidCAM HSM 保持退刀至最小的 Z-水平的高度。在可能的情况下倾斜并通过圆弧平滑,退刀不会超过必要的高度,从而最大限度地减少空切削并缩短加工时间。
HSM 的结果是高效、平滑的刀具路径,转化为更高的曲面质量以及更少的磨损和延长切削刀具和机床的使用寿命。
随着比以往任何时候都更短的交货和生产时间、更低成本和更高质量的需求,SolidCAM HSM 成为当今加工车间的必备产品。

SolidCAM HSR/HSM 模块对 CAM 技术进行了多项增强,使高速加工操作成为可能,包括避免刀具路径中的尖角,确保刀具尽可能多地与材料接触,以及优化非切削移动以减少空切削并产生平滑和切向的引导进/出。
任何 HSM 策略可以控制指定要加工的曲面倾斜角度或指定加工边界。
提供了一套全面的边界创建工具,包括轮廓边界、刀具接触区域边界、平坦区域边界、残料区域边界甚至自定义边界。
HSM – 最高水平的 3D 加工
SolidCAM HSM 是为所有需要高级高速加工能力的用户的强大解决方案。它还可以提高旧数控机床的生产率,减少空切削和平滑圆弧,保持连续的刀具运动。
SolidCAM HSM 可以在你当前的机床上,使你的 3D 加工性能提升到最高水平。

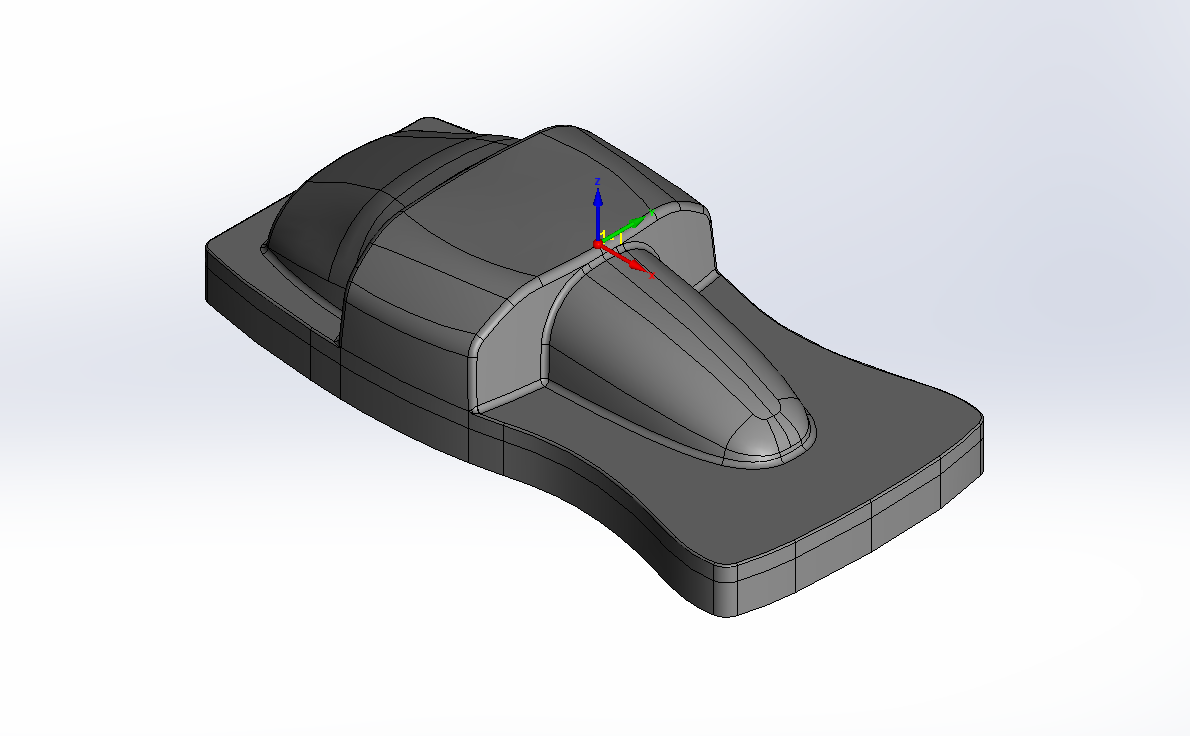
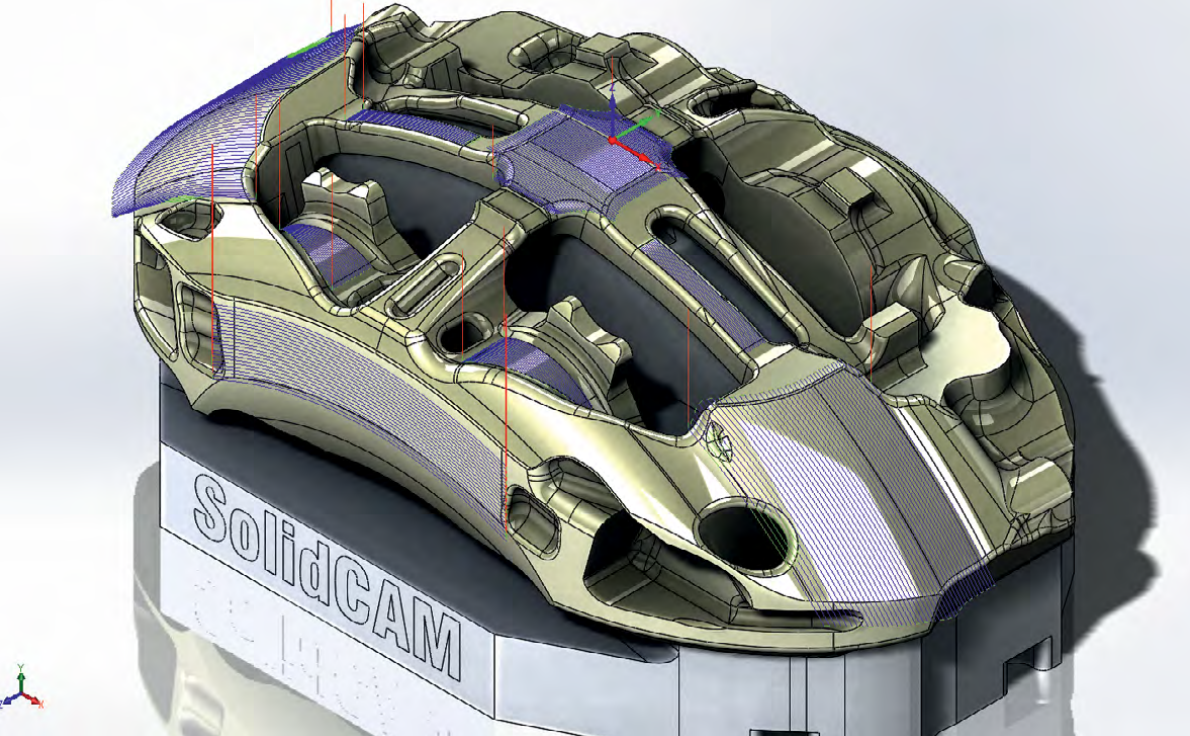
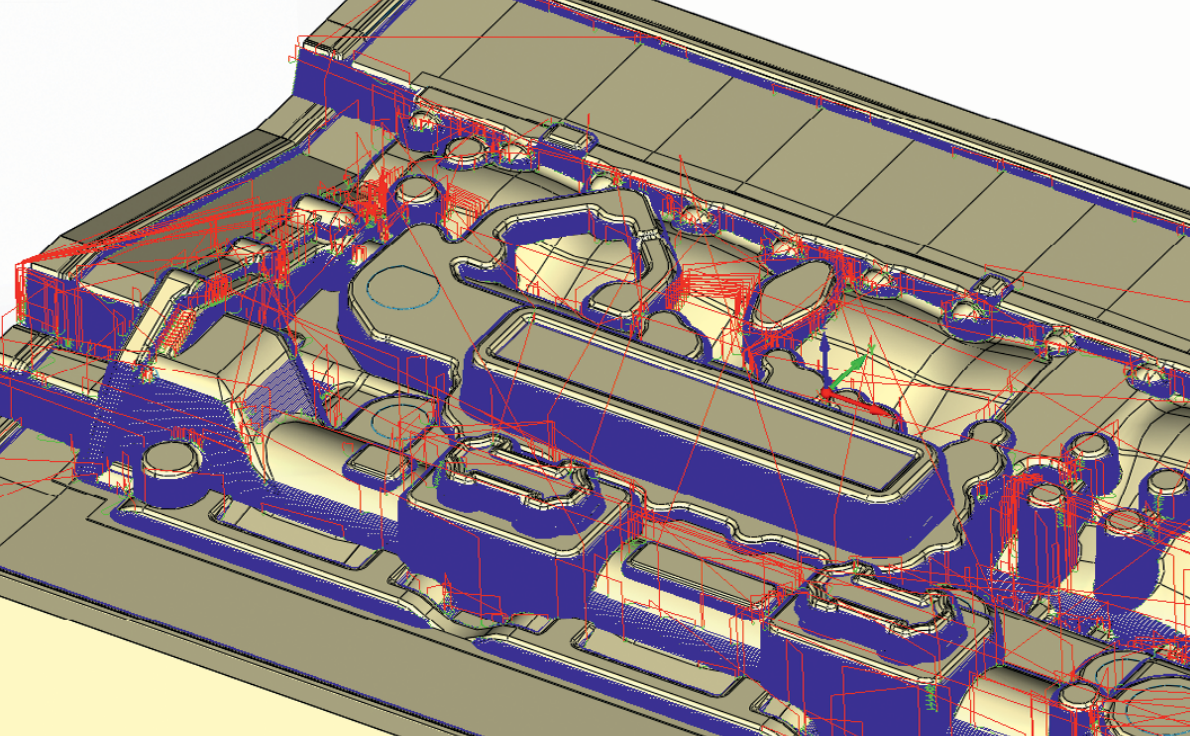
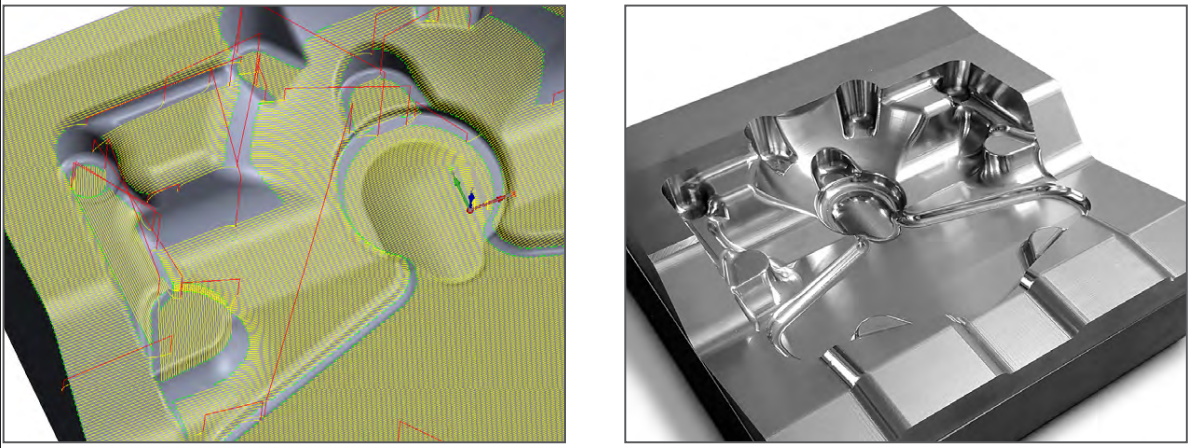
HSM_1.prz
本例中的操作说明了如何使用 SolidCAM 的 3D 铣削高速加工 (HSR/HSM) 策略,加工如上所示的零件。
粗加工 (HSR_HMP_target)
此 HM 粗加工操作定义了模腔的轮廓粗加工。使用圆角半径 0.8 mm (0.0325 in)、Ø16 mm (0.625 in) 牛鼻刀与 3 mm (0.12 in) 切深。要加工外部和内部区域,切深类型选择恒定选项,步距类型选择 HM 螺旋选项。表面上保留 0.5 mm (0.02 in) 加工余量,以进一步执行 HSM 半精加工和精加工操作。
残料粗加工 (HSR_RestR_target)
此 HSR 残料粗加工操作定义了移除先前操作后剩余的未加工材料。使用圆角半径 2 mm (0.08 in),Ø8 mm (0.3125 in) 牛鼻刀。除了与先前粗加工操作中相同的加工余量外,还指定了 1 mm (0.04 in) 切深。
陡峭面半精加工 (HSM_CZ_target)
此 HSM 恒定 Z 加工操作定义了陡峭面 (从 40° 到 90°) 的半精加工。使用 Ø10 mm (0.4063 in) 球刀。应用圆角选项添加虚拟圆角以平滑角落处的刀具路径,表面上保留 0.25 mm (0.01 in) 加工余量,以进一步执行 HSM 精加工操作。
平坦面半精加工 (HSM_Lin_target)
此 HSM 线性加工操作定义了平坦面 (从 0° 到 42°) 的半精加工。使用 Ø10 mm (0.4063 in) 球刀。再次应用圆角选项添加虚拟圆角以平滑角落处的刀具路径,表面上保留 0.25 mm (0.01 in) 加工余量,以进一步执行 HSM 精加工操作。
角落半精加工 (HSM_RM_target)
此 HSM 残料加工操作定义了内角落的半精加工。添加此类操作有助于避免在角落区域精加工之前刀具过载。使用 Ø6 mm (0.2344 in) 球刀与直径 Ø16 mm (0.6299 in) 参考刀具,以确定要加工的残料。表面上保留 0.25 mm (0.01 in) 加工余量,以进一步执行 HSM 精加工操作。
陡峭面精加工 (HSM_CZ_target_1)
此 HSM 恒定 Z 加工操作定义了陡峭面 (从 40° 到 90°) 的精加工。使用 Ø8 mm (0.3125 in) 球刀与应用圆角选项。
平坦面精加工 (HSM_Lin_target_1)
此 HSM 线性加工操作定义了平坦面 (从 0° 到 42°) 的精加工。使用 Ø8 mm (0.3125 in) 球刀与应用圆角选项。
角落精加工 (HSM_RM_target_1)
此 HSM 残料加工操作定义了内角落区域的精加工。使用 Ø4 mm (0.1563 in) 球刀与直径 Ø12 mm (0.4724 in) 参考刀具,以确定要加工的残料。
角落最终精加工 (HSM_Pen_target)
此 HSM 笔式铣削操作定义了内角落区域的最终精加工。使用 Ø6 mm (0.2344 in) 棒糖式铣刀,移除先前操作中无法触及的任何材料。
倒角加工 (HSM_Bound_target)
此 HSM 边界加工操作定义了上边缘的倒角。使用 Ø10 mm (0.4083 in) 倒角刀。
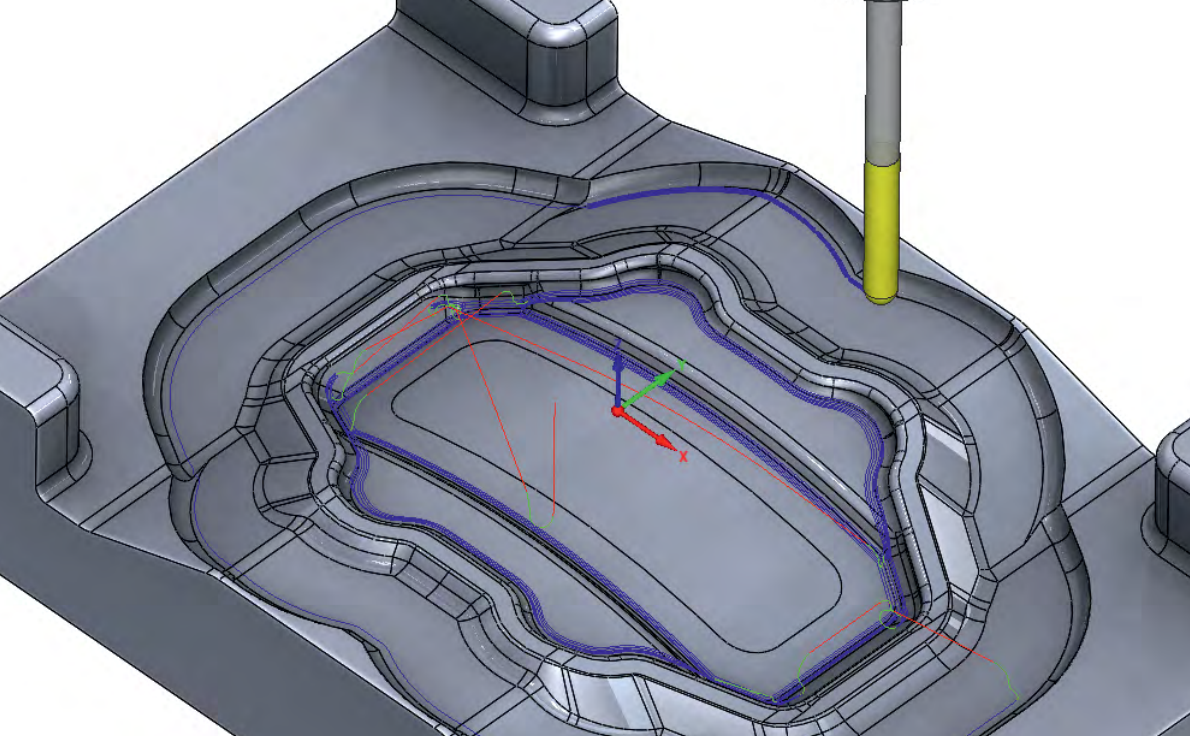
HSM_2.prz
本例中的操作说明了如何使用 SolidCAM 的 3D 铣削高速加工 (HSR/HSM) 策略,加工如上所示的零件。
粗加工 (HSR_HMP_target)
此 HM 粗加工操作定义了模芯的轮廓粗加工。使用 Ø20 mm (0.75 in) 立铣刀与 5 mm (0.2 in) 切深。要加工外部和内部区域,切深类型选择恒定选项,步距类型选择 HM 螺旋选项。表面上保留 0.3 mm (0.012 in) 加工余量,以进一步执行 HSM 半精加工和精加工操作。
残料粗加工 (HSR_RestR_target)
此 HSR 残料粗加工操作定义了移除先前操作后剩余的未加工材料。使用 Ø12 mm (0.4844 in) 球刀。除了与先前粗加工操作中相同的加工余量外,还指定了 2 mm (0.08 in) 切深。
半精加工 (HSM_Lin_target)
此 HSM 线性加工操作定义了零件的半精加工。使用 Ø10 mm (0.4063 in) 球刀,并指定 2 mm (0.08 in) 步距。应用圆角选项添加虚拟圆角以平滑角落处的刀具路径,表面上保留 0.1 mm (0.004 in) 加工余量,以进一步执行 HSM 精加工操作。
角落半精加工 (HSM_RM_target)
此 HSM 残料加工操作定义了内角落的半精加工。添加此类操作有助于避免在角落区域精加工之前刀具过载。使用 Ø6 mm (0.2344 in) 球刀与直径 Ø12 mm (0.4844 in) 参考刀具,以确定要加工的残料。表面上保留 0.1 mm (0.004 in) 加工余量,以进一步执行 HSM 精加工操作。
线性精加工 (HSM_Lin_target_1)
此 HSM 线性加工操作定义了零件的精加工。使用 Ø6 mm (0.2344 in) 球刀与应用圆角选项。手动建立限制边界,以将刀具路径限制在模芯区域。
陡峭和平坦区域的组合精加工 (HSM_COMBINE_CZ_Lin_target)
此 HSM 组合加工操作根据在先前操作中手动建立的限制边界,定义了陡峭区域 (从 35° 到 90°) 的恒定 Z 精加工和平坦区域 (从 0° 到 38°) 的线性精加工。使用 Ø6 mm (0.2344 in) 球刀与应用圆角选项,线性路径由 90° 角度定义。
角落精加工 (HSM_RM_target_1)
此 HSM 残料加工操作定义了内角落区域的精加工。使用 Ø4 mm (0.1563 in) 球刀与直径 Ø8.2 mm (0.3228 in) 参考刀具,以确定要加工的残料。
凹处区域加工 (HSM_CS_target)
此 HSM 3D 恒定步距操作定义了向下到一定深度的 2 个凹处区域的精加工。使用 Ø4 mm (0.1563 in) 球刀,水平和竖直方向的步距都为 0.05 mm (0.002 in) 。
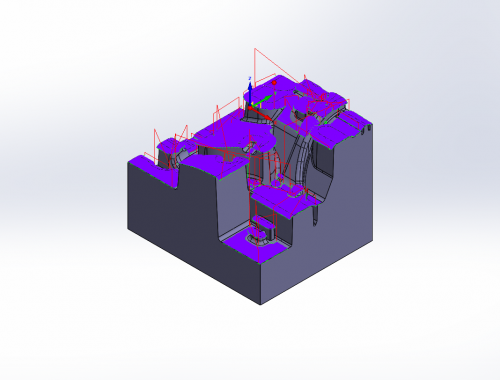
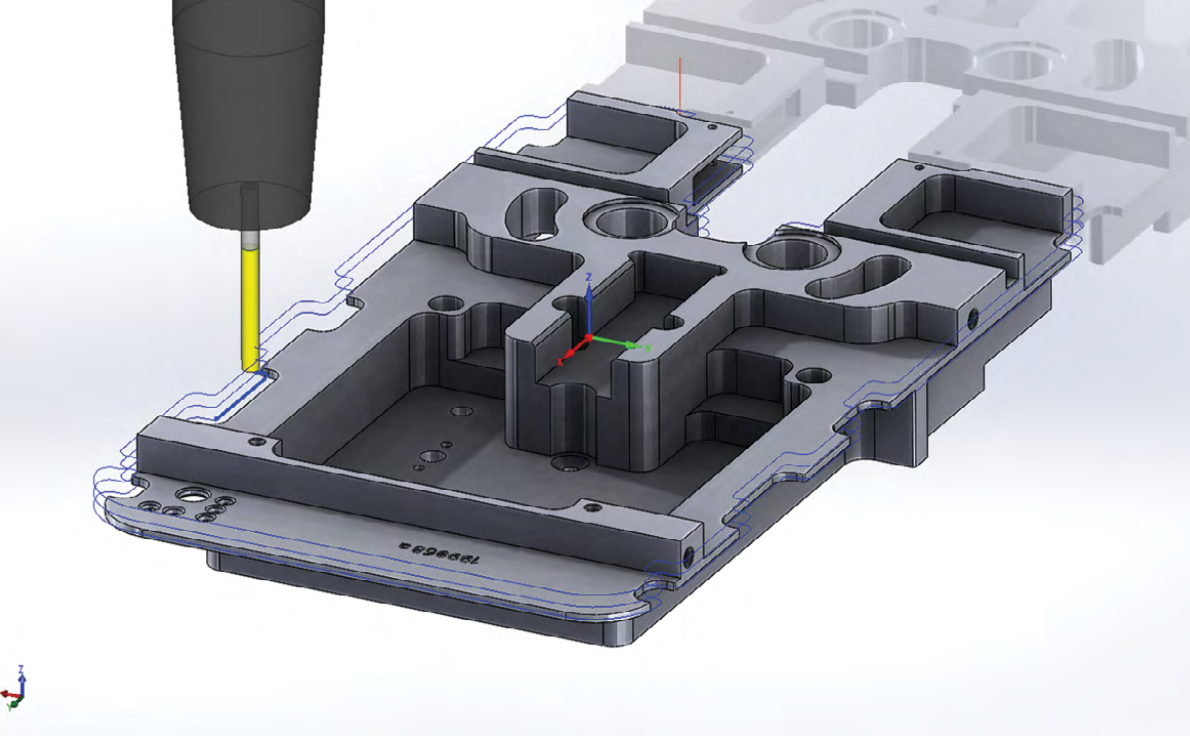
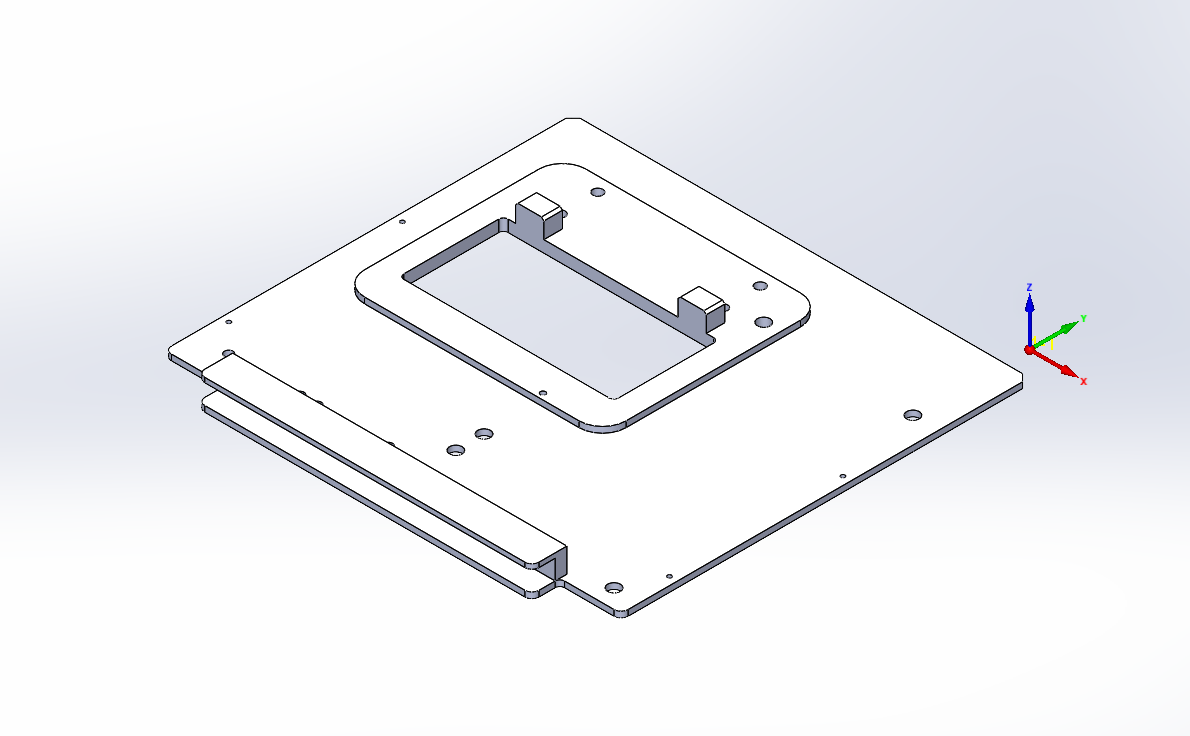
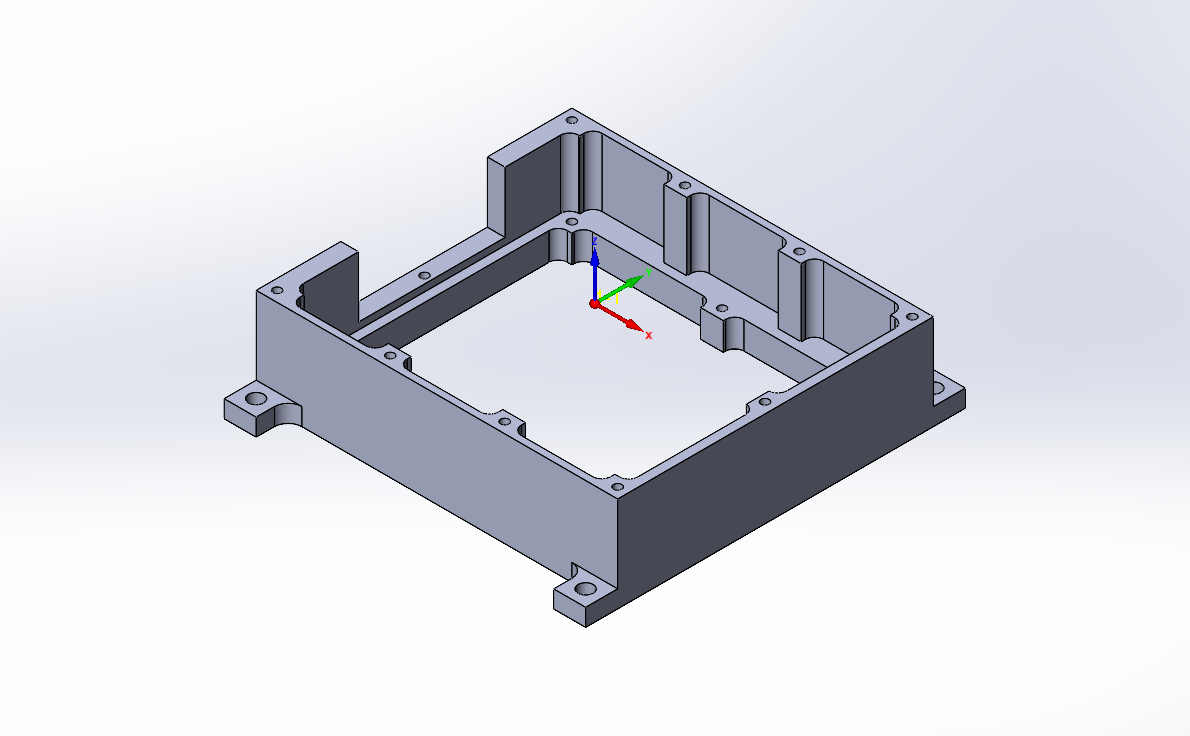
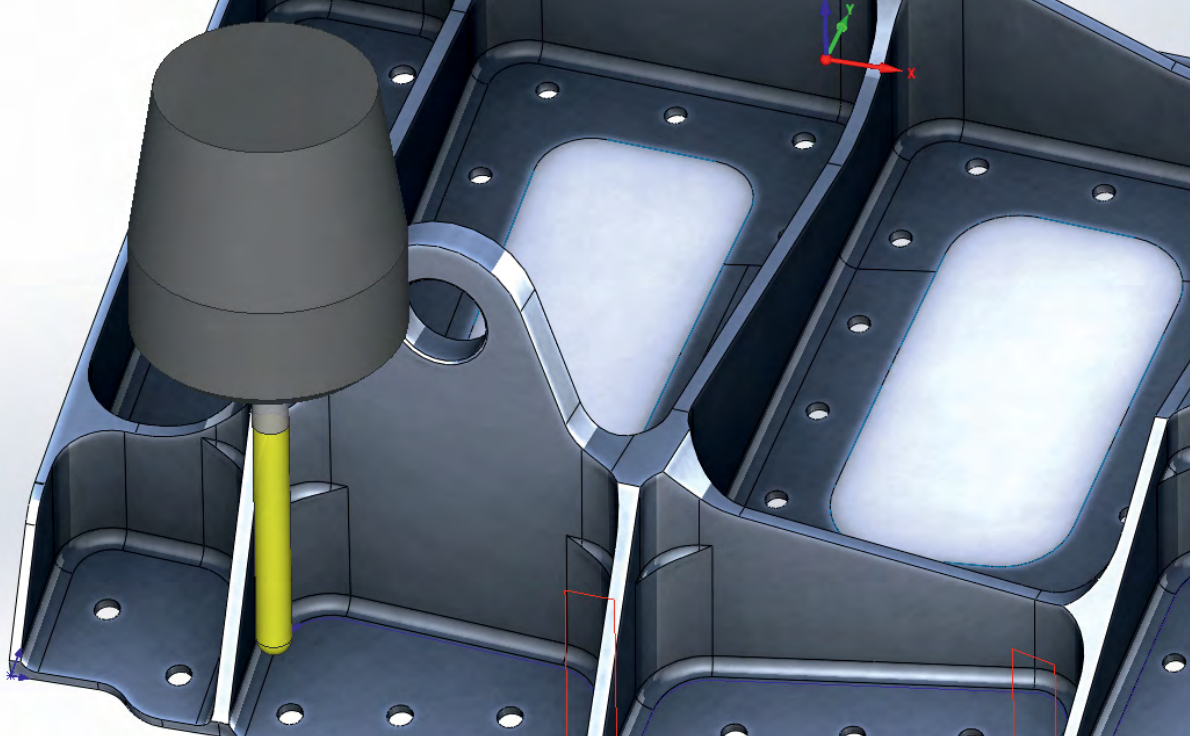
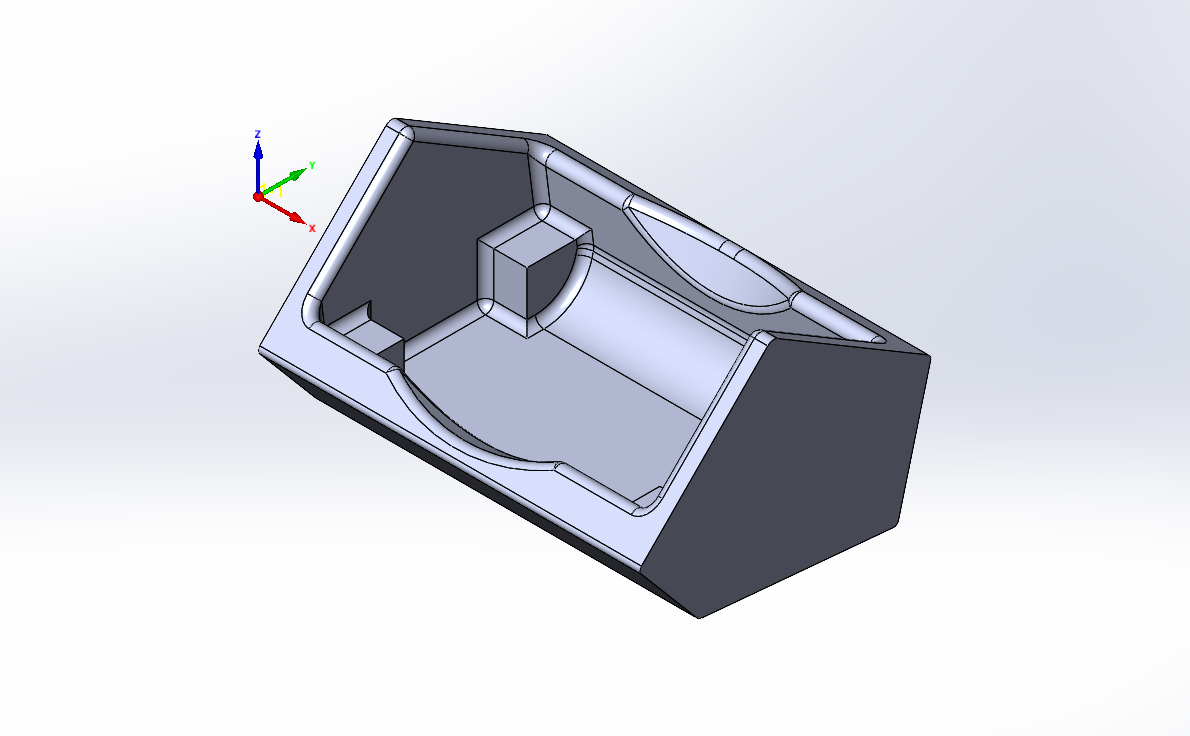
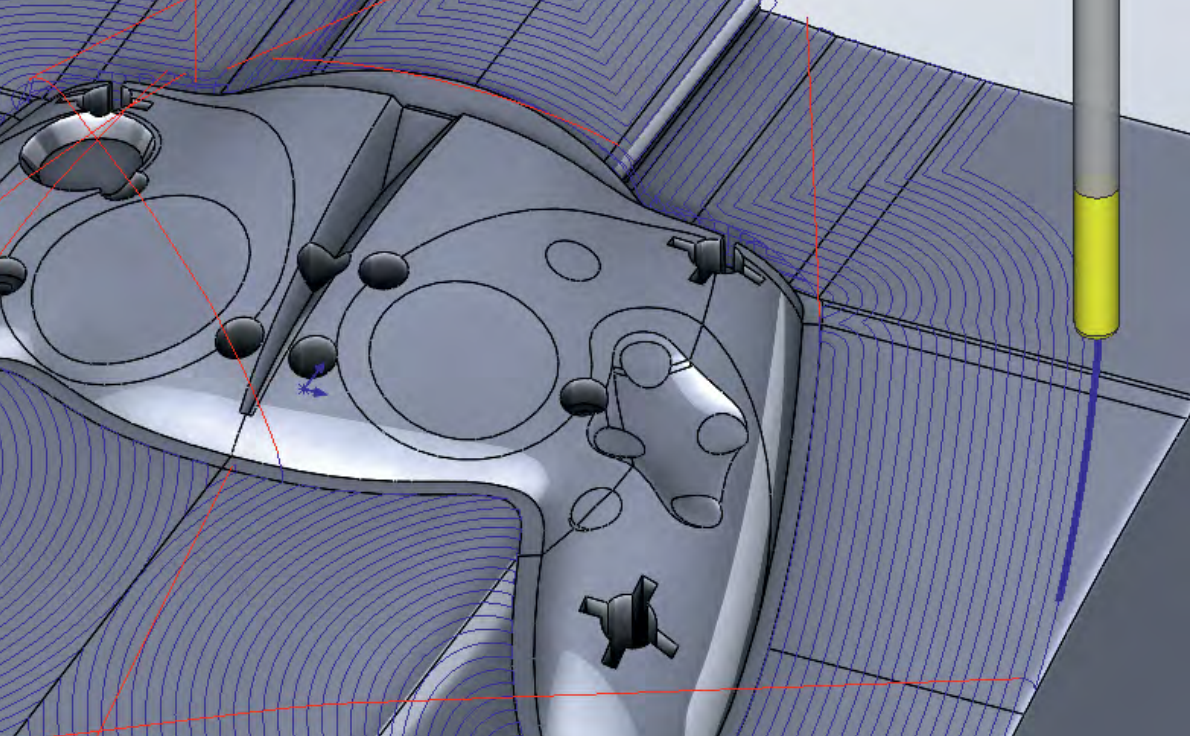
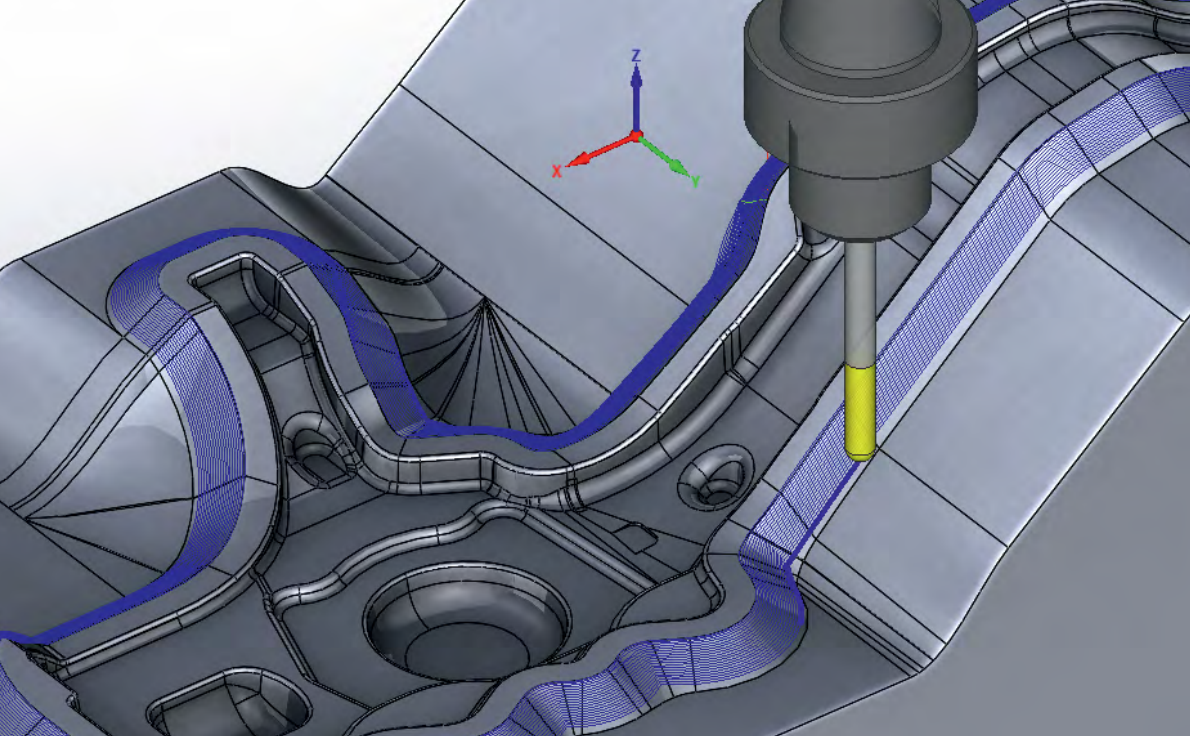
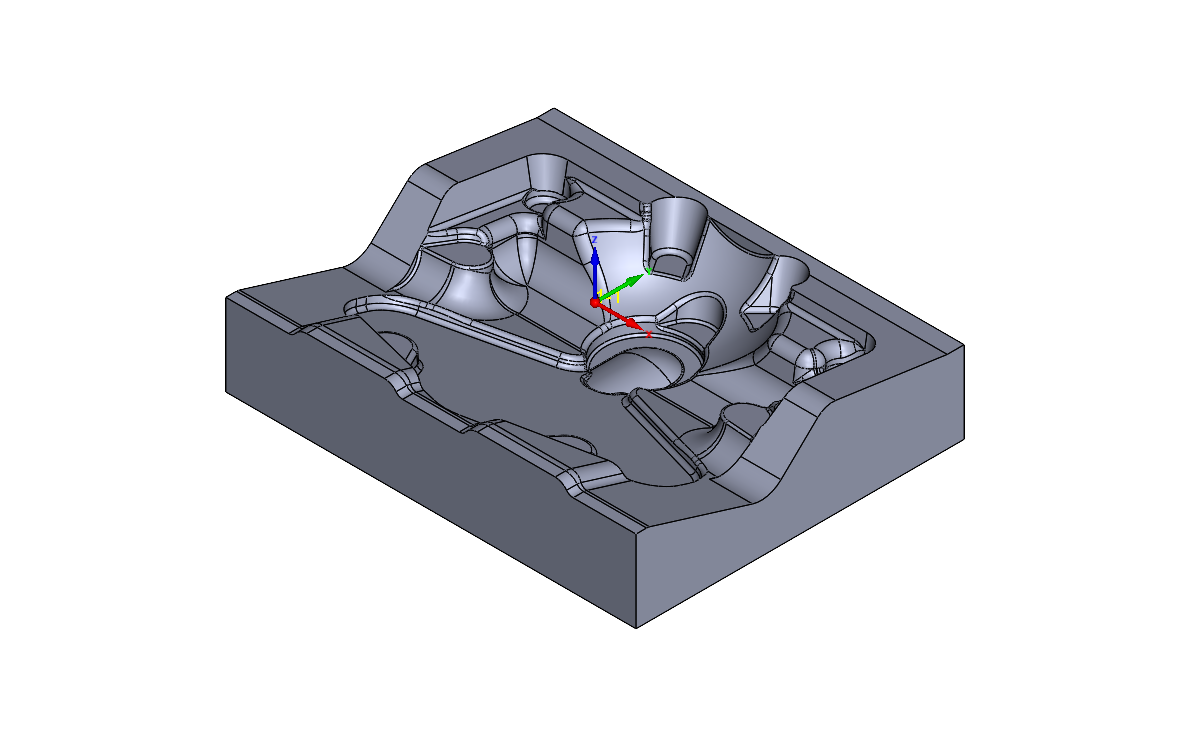
HSM_3.prz
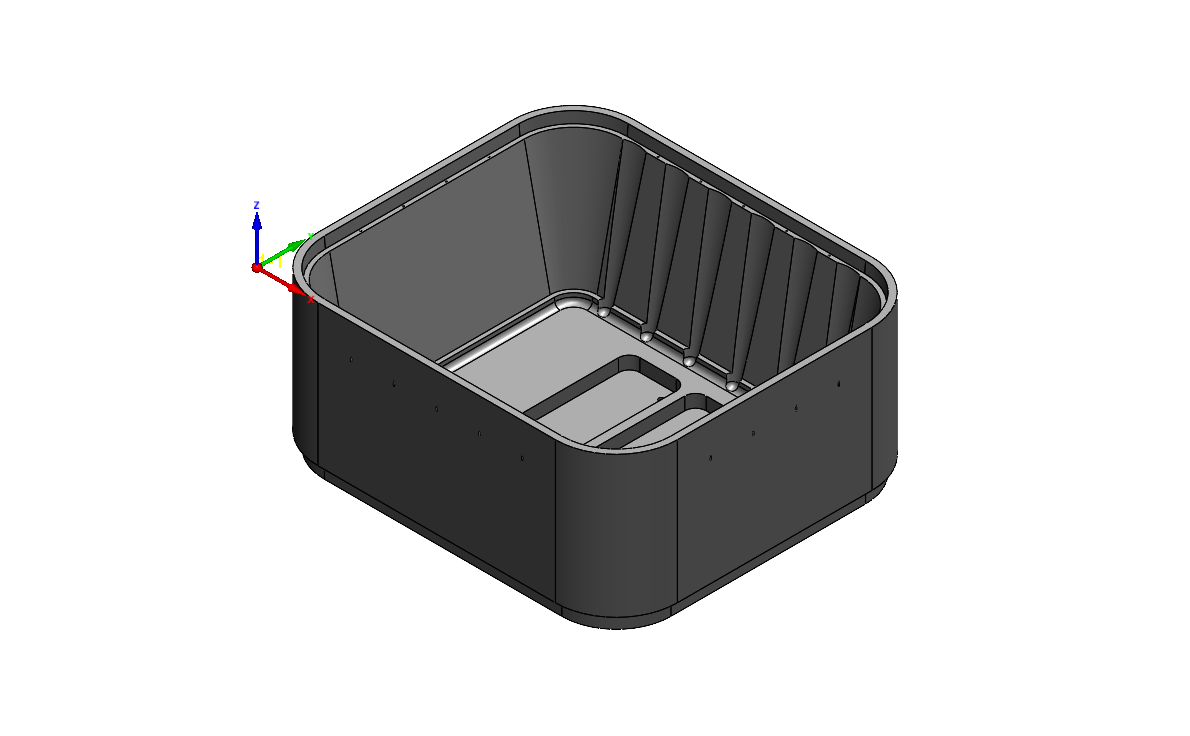
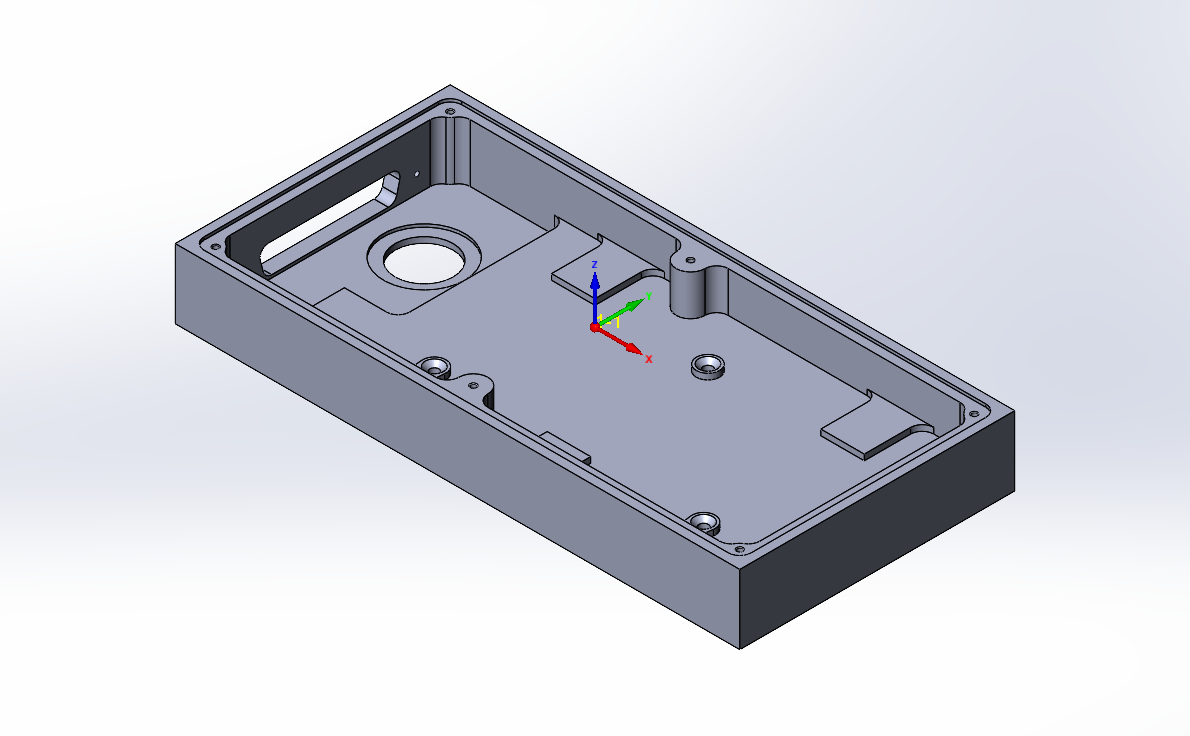
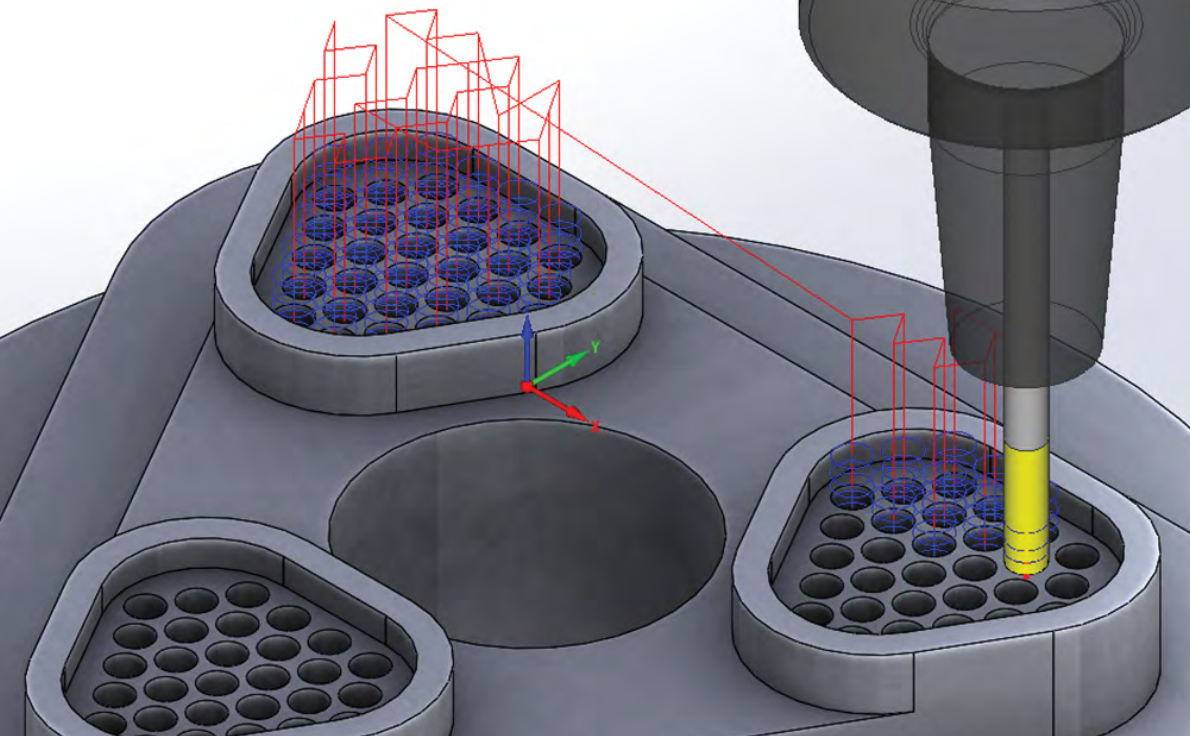
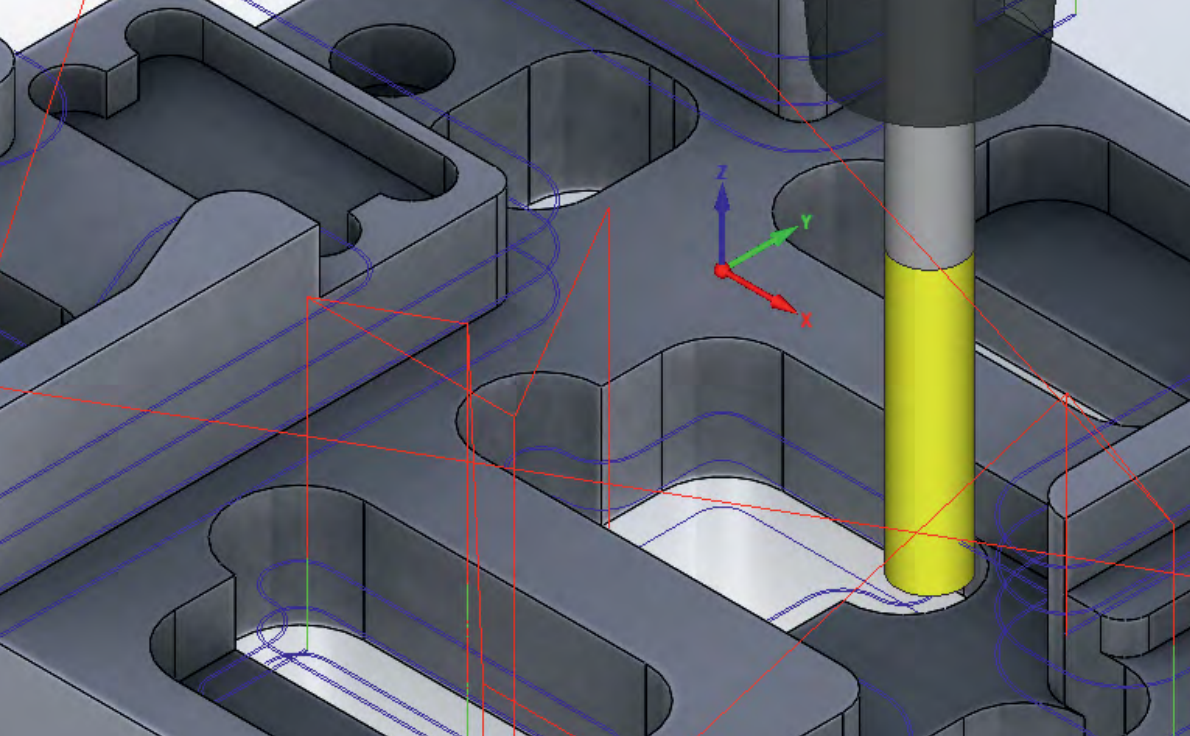
本例中的操作说明了如何使用 SolidCAM 的 3D 铣削高速加工 (HSR/HSM) 策略,加工如上所示的零件。
粗加工 (HSR_HMP_target)
此 HM 粗加工操作定义了 electronic box 的轮廓粗加工。使用 Ø30 mm (1.1563 in) 立铣刀与 10 mm (0.4 in) 切深。要加工内部区域,切深类型选择恒定选项,步距类型选择型腔选项。表面上保留 0.5 mm (0.02 in) 加工余量,以进一步执行 HSM 半精加工和精加工操作。
残料粗加工 (HSM_RestR_target)
此 HSR 残料粗加工操作定义了移除先前操作后剩余的未加工材料。使用圆角半径 1 mm (0.04 in), Ø16 mm (0.625 in) 牛鼻刀。除了与先前粗加工操作中相同的加工余量外,还指定了 5 mm (0.2 in) 切深。
上面加工 (HSM_CZ_target)
此 HSM 恒定 Z 加工操作定义了向下到一定深度的上壁架上的竖直面精加工。使用圆角半径 0.5 mm (0.02 in) , Ø12 mm (0.4844 in) 牛鼻刀。
下面加工 (HSM_CZ_target_1)
此 HSM 恒定 Z 加工操作定义了向下到一定深度的 2 个下型腔的竖直面精加工。使用圆角半径 0.5 mm (0.02 in) , Ø12 mm (0.4844 in) 牛鼻刀。
水平面加工 (HSM_CZF_target)
此 HSM 水平加工操作定义了零件水平面的精加工。使用圆角半径 0.5 mm (0.02 in) , Ø12 mm (0.4844 in) 牛鼻刀。
斜面加工 (HSM_CZ_target_2)
此 HSM 恒定 Z 加工操作定义了零件斜面的精加工。使用锥度铣刀与 10 mm (0.4 in) 步距。此类刀具可以加工具有恒定拔模角度的内或外壁。
Turbo 3D HSR/HSM
3D 粗加工和精加工刀具路径的绝对最快的计算引擎!
SolidCAM 的 Turbo 3D 高速加工模块提供熟悉且经过市场验证的 HSR/HSM 强大粗加工和最佳精加工刀具路径,具有前所未有的计算速度。

Turbo 3D HSR/HSM 是下一代 3D 加工,可以轻松处理大型复杂 3D 零件、航空航天零件、铸模、刀具和模具。
Turbo 3-Axis 计算引擎建立在最新的 64 位架构上,充分利用你的计算机的所有 CPU 内核,以实现最快的速度。

计算引擎提供:
- 刀具路径计算速度比普通 HSR/HSM 模块快 4 – 5 倍,比市场上领先的竞争对手快 2 倍
- 刀具路径缓存可以实现更快的重新计算速度
Turbo 3D HSR/HSM 策略
Turbo 3D HSR 提供强大的高速粗加工,目前包括 THSR 平行、轮廓和残料粗加工策略。
Turbo 3D HSM 提供最佳高速精加工,目前包括恒定 Z、恒定步距、线性、笔式、恒定 Z 残料精加工和恒定步距残料精加工策略。
除了提供生成 3D 高速刀具路径的独特加工和连接策略外,Turbo 3D HSR/HSM 的显著功能还包括:
- 参数的最小定义
- 毛坯模型定义包括倒扣毛坯
- 多个曲面余量能力
- 进入的预钻孔定义
- 针对夹具的碰撞检查
- 全动态干涉检查包括夹持
- 可变进给的进给控制区定义
- 可变切削深度
- 减少 G 代码中的圆弧拟合
- 恒定 Z 从上到下或从下到上加工
- 自适应切深和平坦区域检测
- 自动引导和连接以实现平滑连接
- XY-平面中的自动优化加工角度
- 刀具路径开始点编辑
HSM_Turbo3D.prz

本例中的操作说明了如何使用 SolidCAM 的 Turbo 3D HSR 和 Turbo 3D HSM 策略,加工如上所示的零件。
粗加工 (THSR_Cntr_target_1; THSR_Cntr_target_2)
这些 Turbo HSR 操作定义了模腔的轮廓粗加工。第 1 个操作使用圆角半径 6 mm (0.24 in),Ø32 mm (1.25 in) 牛鼻刀。并指定 4 mm (0.16 in) 切深。第 2 个操作使用圆角半径 3 mm (0.12 in), Ø16 mm (0.625 in) 牛鼻刀。并指定 1 mm (0.04 in) 切深。在 2 个操作中,输出类型都设置为高曲面质量,且轴向余量设置为恒定。自动确定最佳斜插类型。曲面上允许 0.5 mm (0.02 in) 全局余量。
残料加工 (THSR_Rest_target_1; THSR_Rest_target_2)
这些 Turbo HSR 操作定义了腔体下凹陷区域的残料粗加工。使用 Ø10 mm (0.4063 in) 和 Ø6 mm (0.2344 in) 球刀。分别指定 0.5 mm (0.02 in) 和 0.25 mm (0.01 in) 切深。输出类型是高曲面质量,每个轮廓的轴向余量是恒定。自动确定斜插类型。曲面上允许 0.5 mm (0.02 in) 全局余量。
分型面精加工 (Turbo_Linear_target)
此 Turbo 3D HSM 线性操作定义了轮廓分型面的精加工。使用 Ø10 mm (0.4063 in) 球刀,并指定 0.5 mm (0.02 in) 最大自适应步距。往复的切削方法和 X,Y中的最佳加工角度大大减少了加工时间。通过操作默认值以最佳方式执行连接。
腔体侧壁加工 (3x_Undercut_target_1; 3x_Undercut_target_2)
这些 3 Axis 倒扣加工操作定义了腔体侧壁的加工。第 1 个操作使用圆角半径 3 mm (0.12 in),Ø16 mm (0.625 in) 槽铣刀。并指定 0.4 mm (0.016 in) 切深,0.5 mm (0.02 in) 余量。第 2 个操作指定相同的切深,使用圆角半径 2 mm (0.08 in),Ø32 mm (1.25 in) 槽铣刀。2 个操作都启用仅加工倒扣区域,并通过选定的路径参数进一步优化这些操作。
上圆角精加工 (5X_MC_faces)
此 Sim. 5-Axis 铣削操作定义了沿倒扣特征的圆角的精加工。使用 Ø6 mm (0.2344 in) 棒糖式铣刀,刀具相对于切削方向倾斜,由圆角曲面和两边界曲线之间仿形策略驱动。启用干涉检查以检测和避免可能的碰撞。
平坦面精加工 (Turbo_CZ_target)
此 Turbo 3D HSM 恒定 Z 操作定义了腔体下面和凹陷区域的精加工。使用 Ø8 mm (0.3125 in) 球刀。检测平面区域以 0.2 mm (0.008 in) 切深启用。还启用了最大步距 0.5 mm (0.02 in) 平坦区域的检测。通过操作默认值以最佳方式执行连接。
陡峭面精加工 (Turbo_CS_target)
此 Turbo 3D HSM 恒定步距操作定义了角度范围 (0° 到 45°) 的腔体侧拱的精加工。使用 Ø8 mm (0.3125 in) 球刀,并指定 0.2 mm (0.008 in) 最大步距,通过操作默认值以最佳方式执行连接。
下圆角精加工 (Turbo_PP_target)
此 Turbo 3D HSM 笔式操作定义了腔体中的圆角和下凹陷区域的精加工。使用 Ø6 mm (0.2344 in) 球刀,选择多刀笔式可执行至少 5 次多刀,最大步距 0.2 mm (0.008 in)。以最佳方式执行连接。
遮盖凹陷区域精加工 (MX_CS_faces)
此球体加工操作定义了部分被倒扣特征遮盖的下凹陷区域的精加工。使用另一个 Ø6 mm (0.2344 in) 球刀,并指定 0.25 mm (0.01 in) 恒定步距。刀具轴控制和干涉检查参数可以在平坦和圆角曲面上生成一致且可靠的刀具路径,同时避免倒扣和分型面。
Index 4/5 Axis 定轴加工
强大的多个侧面定轴加工 – 最简单的坐标系定义!
如今,许多加工车间的普遍情景是 4 和 5-Axis 数控机床正在增长产量,提供更快的周期时间。
SolidCAM 提供了一种在零件的多个侧面进行编程的有效且简单的方法。SolidCAM 在 Index 4/5 Axis 定轴加工方面非常强大。
最简单的坐标系定义!
厌倦了处理结构视图、复制模型和在空间中旋转它们以获得新的排列?你是否仍复制和转换几何以单独的图层进行定轴编程?
体验单个加工原点位置,一键定向定轴工序。SolidCAM 通过消除多个坐标系建立,加快多个侧面加工。只需选取一个面,即可动态定义 SolidCAM 坐标系和/或位置,然后继续编程你的零件。
- SolidCAM 的“选取面和加工” 功能是定轴编程的最快方法
- SolidCAM 的坐标系管理器保持跟踪每个刀具方向的所有重要数据
- SolidCAM 的 SolidVerify模拟显示刀柄和夹具,以及所有加工操作的材料移除
多轴数控机床的高效、免编辑 G 代码
SolidCAM 提供多种选项,为多轴数控机床提供高效、免编辑的 G 代码。
SolidCAM 的后处理可以配置为处理所有旋转和工作偏置平移,消除了在机床上设置多个工作偏置的需要。无论你的控制器可以在内部计算零件旋转、还是需要后处理控制旋转,SolidCAM 都能满足你的需求。
SolidCAM 的后处理旨在开发使用具有高级平面旋转或坐标旋转功能的控制器的这些内部数控功能。如果你的机床不具有此类功能,用户可以在 SolidCAM 中输入零件位置,G 代码将为每个旋转处理所有的 G 代码转换。
SolidCAM 向 Index 4/5-Axis 定轴加工的理念很简单:从软件到 G 代码,使多个侧面加工的工艺与单个侧面加工相同。软件内部不需要任何特殊功能或技巧执行多个侧面零件的加工 – 它应该可以工作。
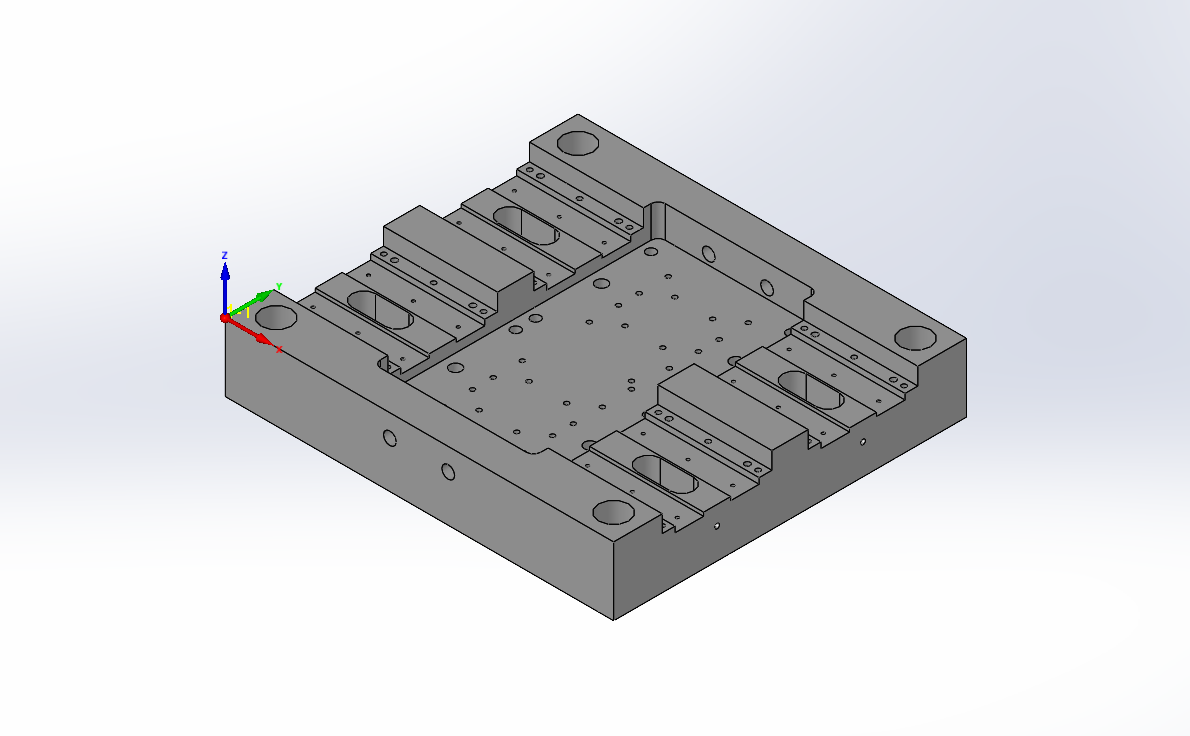
Multi_Sided_Machining_1.prz
本例中的操作说明了如何使用 SolidCAM 的 Index 4/5 Axis 定轴加工,加工如上所示的零件。使用 1 个 SolidCAM 坐标系和多个位置,在 5-Axis 数控机床上以 1 个工序执行加工。
顶面加工 (FM_facemill)
此面铣操作使用加工坐标系 #1 (MAC 1 (1-位置) 定义了零件顶面的加工。
侧面加工 (FM_facemill1; FM_facemill2; FM_facemill3; FM_facemill4)
这些面铣操作使用 MAC 1 (2, 3, 4 和 5-位置) 定义了零件侧面的加工。
台阶加工 (F_contour; F_contour_1)
这些轮廓操作使用 MAC 1 (1-位置) 定义了台阶特征的粗和精加工。
开放型腔加工 (P_contour2)
此型腔操作使用 MAC 1 (1-位置) 定义了台阶特征下方的开放型腔的加工。
贯穿型腔加工 (P_contour3)
此型腔操作使用 MAC 1 (1-位置) 定义了台阶特征下方的贯穿型腔的加工。
开放型腔加工 (P_contour4; P_contour5; P_contour6)
这些型腔操作使用 MAC 1 (1-位置) 定义了剩余 3 个开放型腔的加工。
侧面型腔加工 (P_contour7; P_contour8)
这些型腔操作使用 MAC 1 (2 和 3-位置) 定义了侧面对立上的开放型腔的加工。
角落残料和精加工 (P_contour8_1; P_contour7_1)
这些型腔操作使用相同的 MAC 1 (2 和 3-位置) 定义了先前操作中创建的开放型腔的内角落加工。
孔加工 (D_drill – D_drill2_2)
这些钻孔操作使用 MAC 1 (1-位置) 定义了所有零件面上的孔的中心钻孔、钻孔和攻丝。
沉孔加工 (F_contour15_1)
此轮廓操作使用 MAC 1 (1-位置) 定义了 2 个沉孔特征的加工。
倒角加工 (F_contour9 – F_contour18)
这些轮廓操作使用 MAC 1 (1, 2, 3, 4 和 5-位置) 定义了零件边缘上的倒角的加工。
Multi_Sided_Machining_2.prz

本例中的操作说明了如何使用 SolidCAM 的 Index 4/5 Axis 定轴加工,加工如上所示的零件。使用 1 个 SolidCAM 坐标系和多个位置。在 5-Axis 数控机床上以 1 个工序执行加工。
顶面加工 (FM_facemill)
此面铣操作使用加工坐标系 #1, 位置 #1 (MAC 1 (1-位置)) 定义了零件顶面的加工。
侧面加工 (FM_facemill1)
此面铣操作定义了零件侧面的加工。转换 4th Axis 选项可以围绕旋转轴创建环行方式的操作。
斜面加工 (FM_facemill2)
此面铣操作使用 MAC 1 (5-位置) 定义了零件斜面的加工。转换 4th Axis 选项再次围绕旋转轴创建环行方式的操作。
角落面加工 (F_contour4)
此轮廓操作定义了 2 个对立角落竖直和倾斜面的加工。转换 4th Axis 选项再次围绕旋转轴创建环行方式的操作。
顶部型腔加工 (P_contour3;F_contour5_1)
这些型腔和轮廓操作使用 MAC 1 (1-位置) 定义了顶部型腔及其倾斜面的加工。
侧面特征加工 (P_contour; HSS_MS_faces1; D_drill)
这些操作使用 MAC 1 (2-位置) 定义了多个侧面特征的加工。为每个操作,转换 4th Axis 选项再次围绕旋转轴创建环行方式的相关操作。型腔操作加工型腔。HSS 两相邻曲面之间仿形操作加工 2 个对立角落上尚未加工的外部圆角。钻孔操作定义了每个侧面上 3 个孔的中心钻孔。
顶部孔加工 (D_drill1;D_drill1_1;D_drill1_2)
这些钻孔操作使用 MAC 1(1-位置)定义了零件顶面上的孔的中心钻孔、钻孔和攻丝。
侧面孔加工 (D_drill_1; D_drill_2)
这些钻孔操作使用 MAC 1(2-位置)定义了零件侧面上的孔的钻孔和攻丝。转换 4th Axis 选项再次围绕旋转轴创建环行方式的操作。
倒角加工 (F_contour5;F_contour1)
这些轮廓操作使用 MAC 1(1 和 2-位置)定义了在顶部和侧面型腔边缘上的倒角的加工。最后一个操作将再次使用转换 4th Axis 选项围绕旋转轴创建环行方式的操作。
联动 5-Axis 加工
强大的联动 5-Axis 刀具路径和非常友好的用户界面
受益于业内测试最多、最可靠的 5-Axis 加工刀具路径,具有用户友好的界面、碰撞检查和刀具路径各个方面的最高级控制。
- 多种联动 5-Axis 加工策略
- 流线切削产生跟随部件自然形状的刀具路径
- 多个曲面精加工保持刀具与曲面垂直(或具有指定的前倾或侧倾),提供平滑的曲面精加工
- 特定的应用解决方案,SWARF、叶轮、弯管、轮廓 5-Axis、多轴钻孔和 HSM 到 Sim. 5-Axis 的转换
- 高级刀具倾斜控制、侧倾和前倾/侧倾角度的直接控制
- 自动避免碰撞策略,检查刀具和刀柄的每个部分
- 具有全面碰撞和轴限制检查的实际完全 3D 机床仿真
SolidCAM 的联动 5-Axis 加工支持所有多轴机床,包括双摆头、双转台和摆头/转台龙门机床以及最新的铣车复合加工中心。
灵活性和控制
每个联动 5-Axis 加工策略都为接近/连接控制和刀具轴控制提供了复杂的选项。
连接和接近运动受到充分保护,不会干涉。可以根据连接移动的距离使用不同的策略。SolidCAM 还提供了控制前倾/侧倾和侧倾角度的选项,以完全控制最终刀具路径。
避免刀具和刀柄的碰撞
刀具和刀柄都支持避免碰撞,并提供了一系列避免碰撞的策略。机床模拟提供完整的干涉检查可视化。
SWARF 加工
SWARF 加工允许将刀具侧倾斜,以正确的角度加工侧壁。SWARF 操作使用刀具的整个有效切削长,从而获得更好的曲面质量和更短的加工时间。
叶轮加工
叶轮加工通过多种策略轻松处理叶轮和叶片盘,高效粗加工和精加工这些复杂形状的所有部分。叶轮零件在许多行业中使用,此操作专门为不同配置生成必要的刀具路径而设计。
弯管加工
弯管加工是一种使用锥度棒糖式铣刀加工弯管的轻松使用的方法,它可以到达整个区域,同时为整个刀具提供碰撞检查。提供了多种策略生成粗加工和精加工刀具路径,从铸件或坯料中制造弯管。
轮廓 5-Axis 加工
轮廓 5-Axis 加工沿链式 3D 轮廓驱动曲线倾斜刀具,同时根据定义的倾斜线对齐刀具轴,使其成为生成去毛刺和修剪 5-Axis 刀具路径的理想选择。
多轴钻孔
多轴钻孔使用 SolidCAM 的钻孔识别自动识别所有零件孔特征,然后轻松快速地在任何孔方向执行钻孔、攻丝或镗孔循环。在此操作中,所有高级连接、倾斜和碰撞检查都可用。

HSM 到 Sim. 5-Axis 铣削
3 到 5 axis 转换将 HSM 3D 刀具路径转换为完全 5-Axis 碰撞保护刀具路径。这将保持刀具和零件之间的最佳接触点,并允许使用较短的刀具以获得较高的稳定性和刚度。
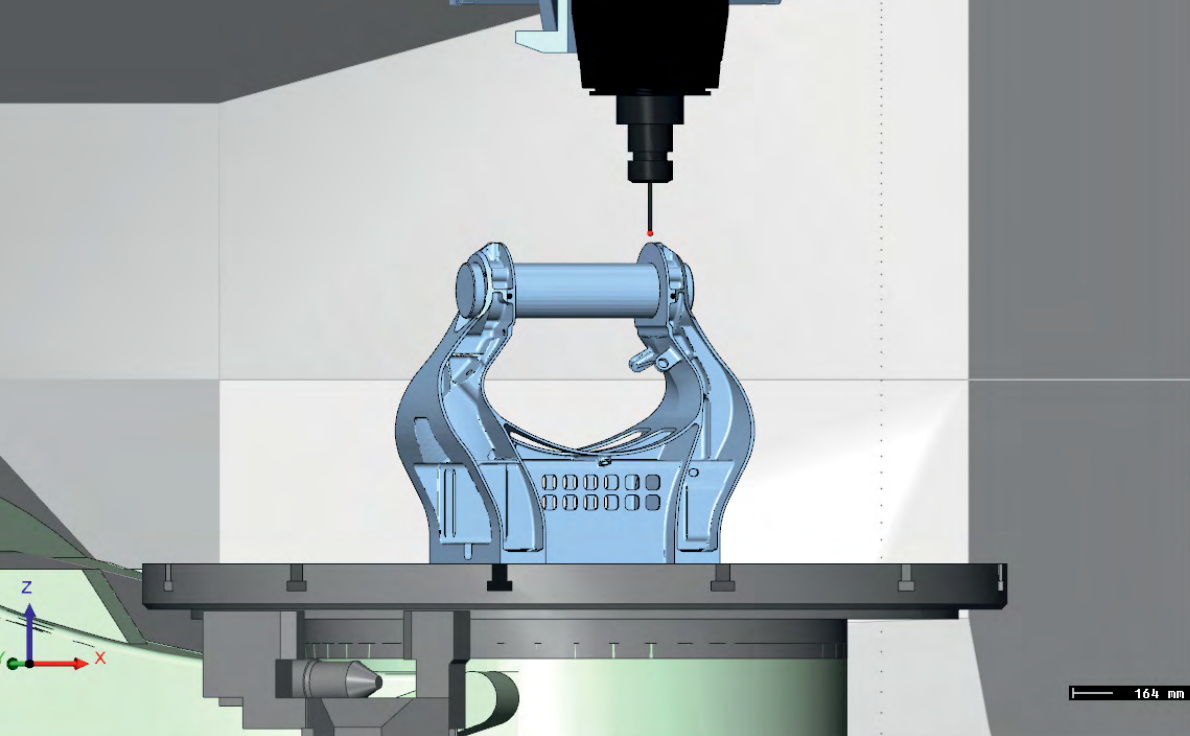
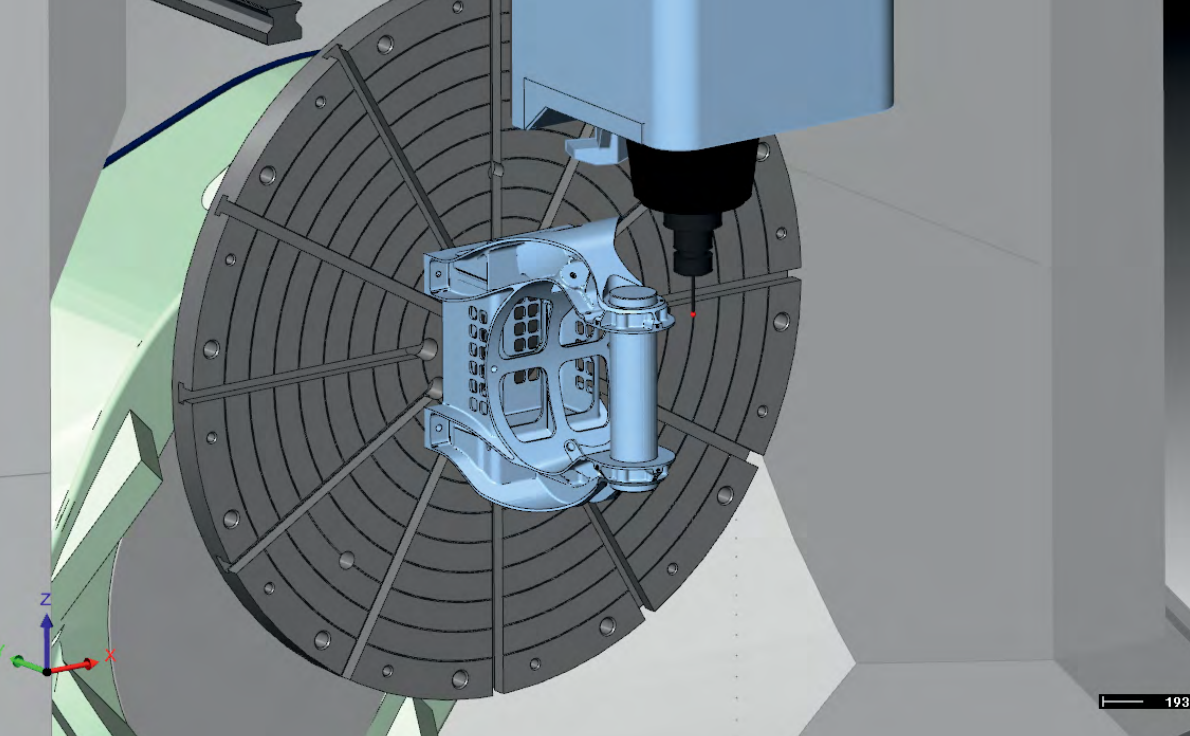
Sim_5_axis_1.prz
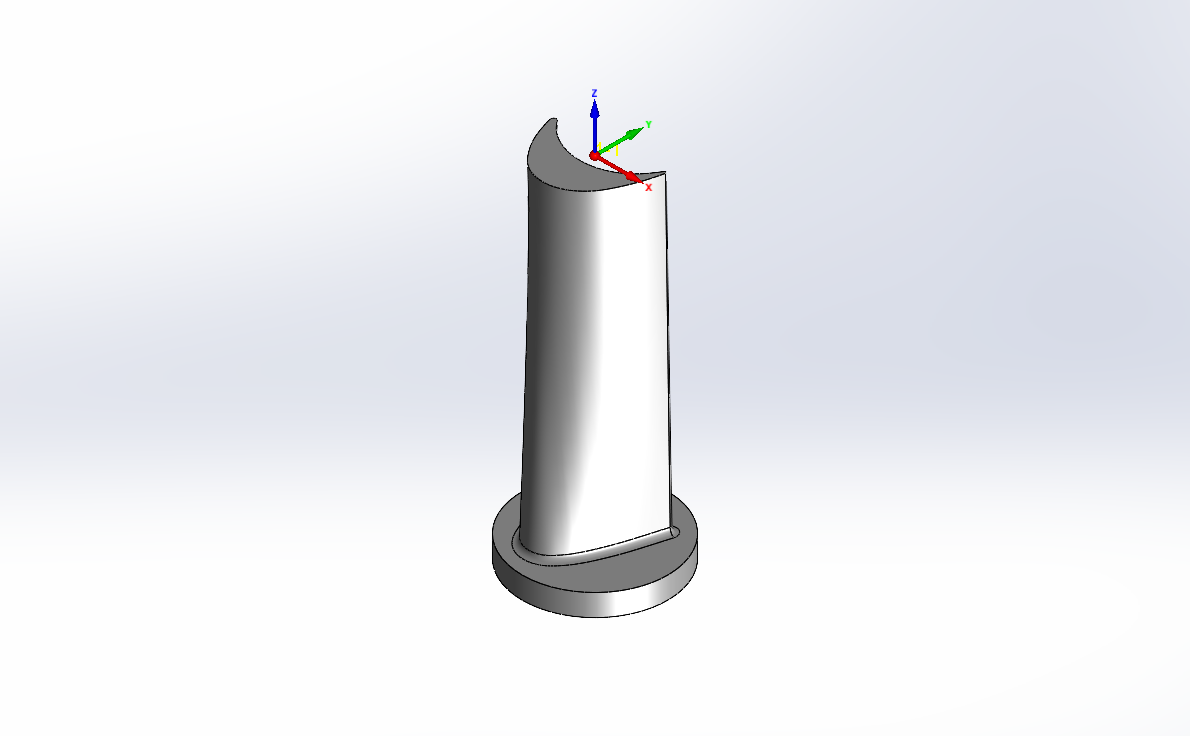
本例中的操作说明了如何使用 SolidCAM 的联动 5-Axis 加工,半精加工和精加工如上所示的涡轮叶片。
叶片半精加工 (5X_selected_faces; 5X_selected_faces_1)
这些 Sim. 5-Axis 铣削操作使用平行切削策略定义了零件的半精加工。
第 1 个操作提供靠近末端的涡轮叶片曲面的半精加工,使用圆角半径 4 mm (0.16 in),Ø16 mm (0.625 in) 牛鼻刀。相对切削方向倾斜定义了前倾角度为 20° 的刀具倾斜,刀具的前面指定为刀具接触点。这种参数组合通过刀具端面执行摆线加工。启用干涉检查以检测并避免刀具、几何驱动曲面和涡轮叶片基部的检查曲面之间可能发生的碰撞。
第 2 个操作提供靠近基部的涡轮叶片曲面的半精加工。因为干涉保护,在先前操作中未加工。使用圆角半径 2 mm (0.08 in),Ø8 mm (0.3125 in) 牛鼻刀。相对切削方向倾斜定义了前倾角度为 20° 和侧倾角度为 10° 的刀具倾斜。刀具的前面指定为刀具接触点。与之前的操作一样,为干涉检查启用相同的选项。
2 个操作的剩余材料将在精加工期间被移除。
叶片精加工 (5X_selected_faces_2)
此 Sim. 5-Axis 铣削操作使用平行切削策略定义了涡轮叶片曲面的精加工。使用圆角半径 2.5 mm (0.1 in),Ø8 mm (0.3125 in) 牛鼻刀。相对切削方向倾斜定义了前倾角度为 20° 和侧倾角度为 10° 的刀具倾斜。刀具的前面指定为刀具接触点。启用干涉检查以检测并避免刀具与涡轮叶片基部的检查曲面之间可能发生的碰撞。刀具路径由涡轮叶片端部和基部之间平行的多个切削生成。
Sim_5_axis_2.prz
本例中的操作说明了如何使用 SolidCAM 的联动 5-Axis 加工,精加工如上所示的航空零件。
斜壁精加工 (5X_selected_faces1; 5X_selected_faces2; 5X_selected_faces3)
这些 Sim. 5-Axis 铣削操作使用平行切削策略定义了产生倒扣区域的斜壁的精加工。
3 个操作提供部分环绕每个区域的斜壁的精加工。使用 Ø4 mm (0.1563 in) 球刀。除了几何选取不同外,操作定义相同。相对切削方向倾斜定义了侧倾角度为 90° 的刀具倾斜。刀具接触点指定自动。这种参数组合通过刀具侧执行径向加工。对于每个操作,都会启用干涉检查以检测并避免刀具、几何驱动曲面和相邻圆角的检查曲面之间可能发生的碰撞。刀具路径由沿斜壁相互平行的多个切削生成。
圆角精加工 (5X_selected_faces4; 5X_selected_faces5; 5X_selected_faces6)
这些 Sim. 5-Axis 铣削操作使用投影 (自定义) 策略定义了与斜壁相邻的圆角的精加工。
3 个操作提供每个区域中相邻圆角的精加工。使用 Ø4 mm (0.1563 in) 球刀。除了几何选取不同外,操作定义相同。过曲线倾斜定义了具有可变倾斜角度的刀具倾斜。刀具接触点指定自动。这种参数组合可在不同刀具轴方向之间实现平滑过渡。对于每个操作,都会启用干涉检查以检测并避免刀具与几何驱动曲面之间可能发生的碰撞。刀具路径由单个走刀生成,跟随投影在驱动曲面上的圆角的下曲线。
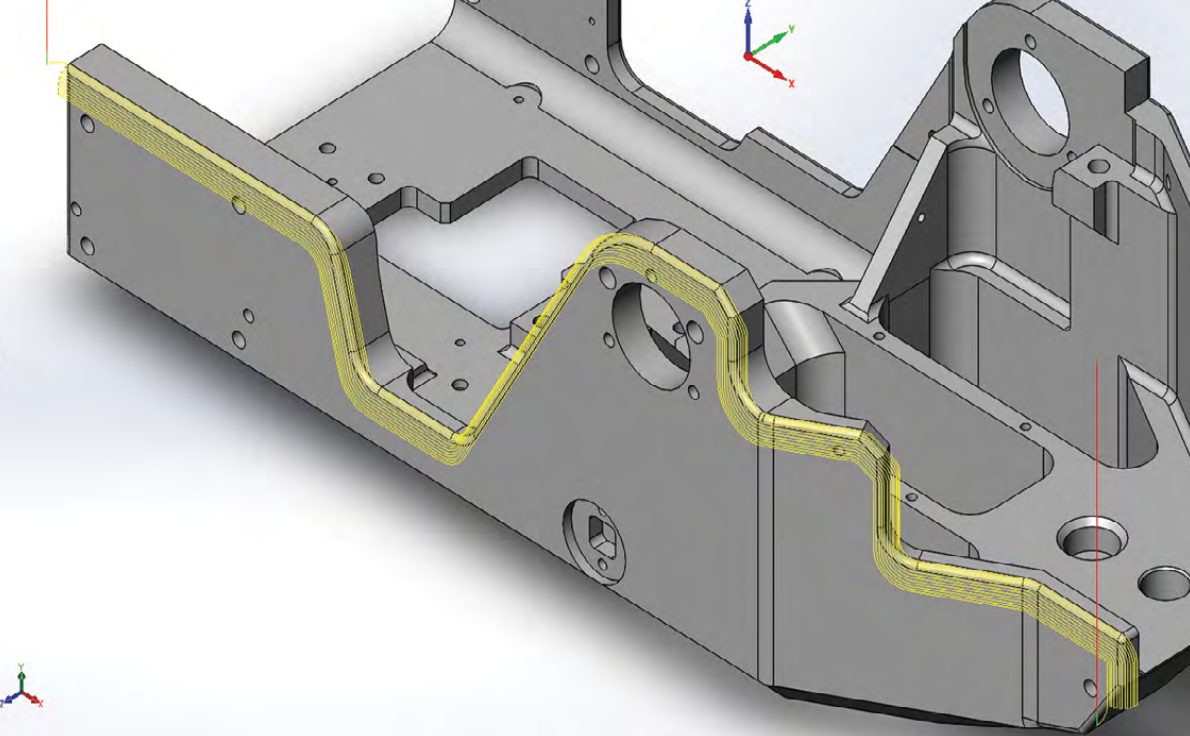
Sim_5_axis_3.prz
本例中的操作说明了如何使用 SolidCAM 的联动 5-Axis 加工,半精加工和精加工如上所示零件的内和外斜壁。
粗加工 (FM_facemill; F_contour; HSR_HMP_target; P_contour3; P_contour4)
这些操作定义了整个零件的粗加工 (即上面和外形、内和外斜壁以及开放和封闭型腔的粗加工)。
内斜壁半精加工 (5X_MC_faces)
此 Sim. 5-Axis 铣削操作使用两边界曲线之间仿形策略定义了内斜壁的半精加工。使用 Ø8 mm (0.3125 in) 立铣刀,指定驱动曲面 0.2 mm (0.008 in) 余量。相对切削方向倾斜定义了侧倾角度为 90° 的刀具倾斜。刀具接触点指定自动。这种参数组合通过刀具侧执行径向加工。启用干涉检查以检测并避免刀具、几何驱动曲面和型腔底部的检查曲面之间可能发生的碰撞。沿几何驱动曲面并在选取的起始边缘和结束边缘曲线之间生成仿形刀具路径。
外斜壁半精加工 (5X_MS_faces2)
此 Sim. 5-Axis 铣削操作使用两相邻曲面之间仿形策略定义了外斜壁的半精加工。使用 Ø8 mm (0.3125 in) 立铣刀,指定驱动曲面 0.2 mm (0.008 in) 余量。相对切削方向倾斜定义了侧倾角度为 90° 的刀具倾斜。刀具接触点指定自动。这种参数组合通过刀具侧执行径向加工。启用干涉检查以检测并避免刀具和几何驱动曲面之间可能发生的碰撞。沿几何驱动曲面并在选取的起始边缘和结束边缘曲面之间生成仿形刀具路径。
精加工 (F_contour_1; P_contour3_1; P_contour4_1; HSS_ParS_faces6)
这些操作定义了零件的精加工,内和外斜壁除外 (即外形、型腔底部和圆角的精加工)。
内和外斜壁精加工 (5X_MS_faces2_1; 5X_MC_faces_1)
这些 Sim. 5-Axis 铣削操作定义了内和外斜壁的精加工。简单地保存和复制先前 2 个 Sim. 5-Axis 铣削操作以创建具有相同操作的这些精加工操作。使用另一个 Ø8 mm (0.3125 in) 立铣刀执行精加工,并指定驱动曲面 0 余量。再次沿几何驱动曲面生成仿形刀具路径。
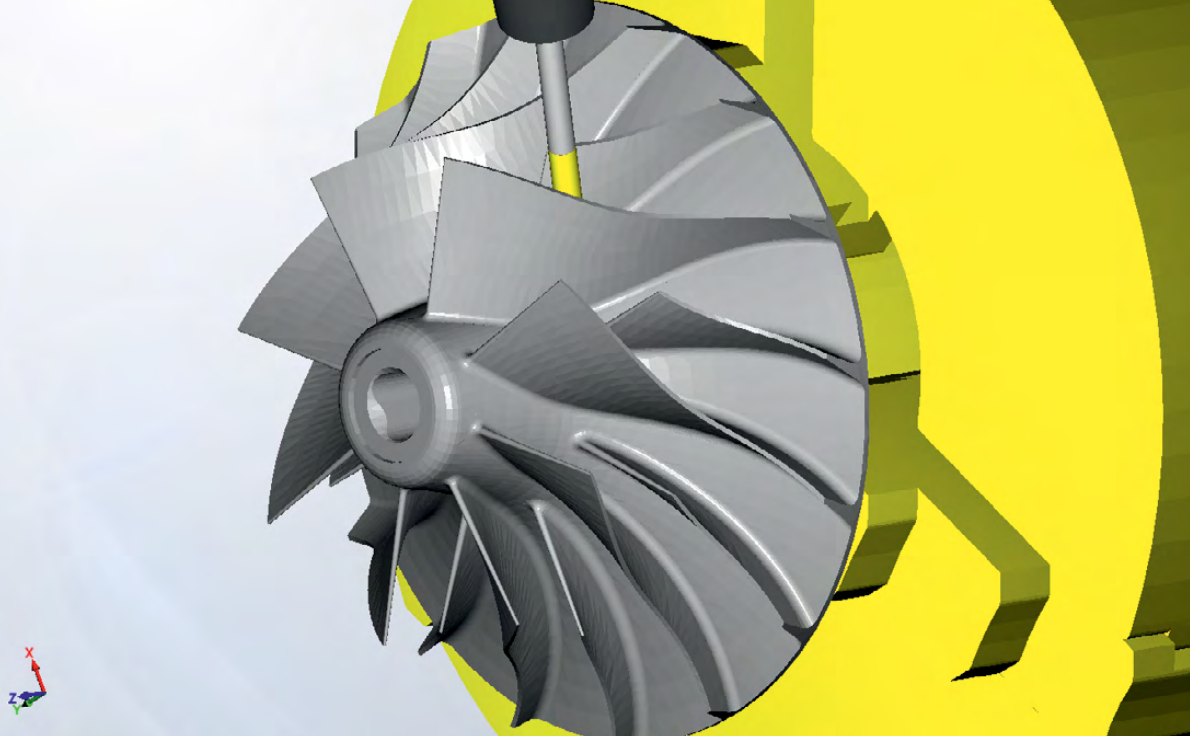
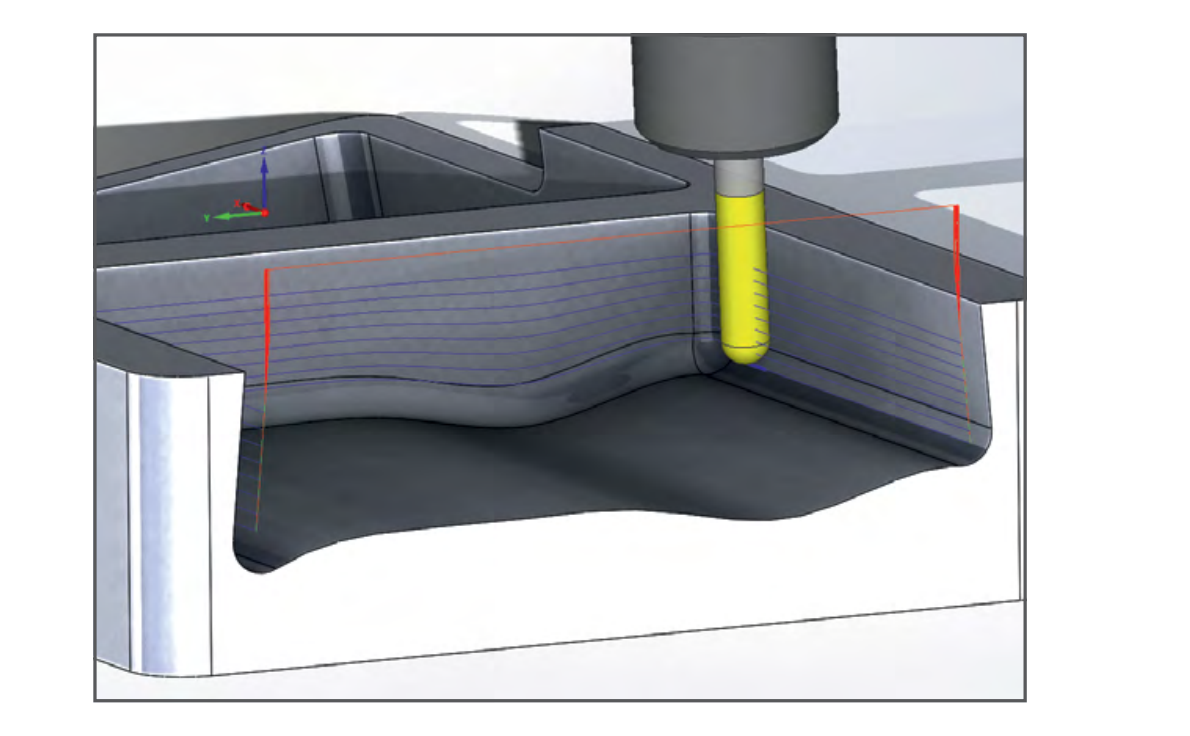
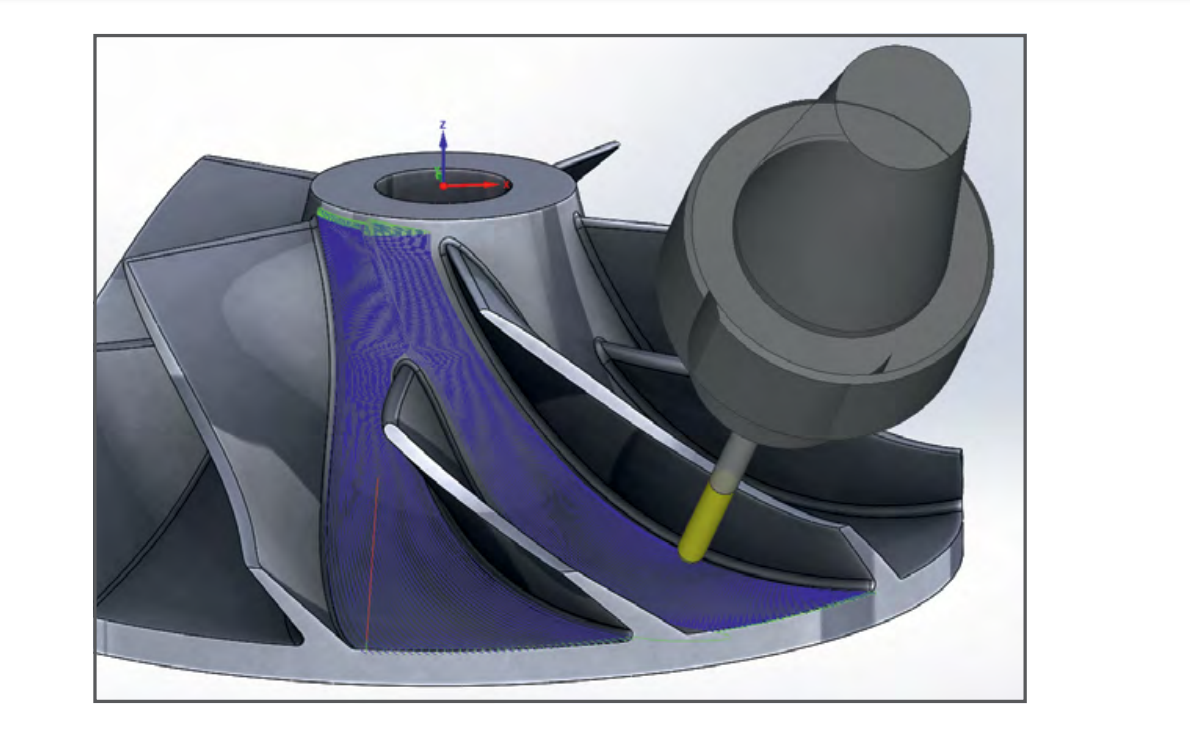
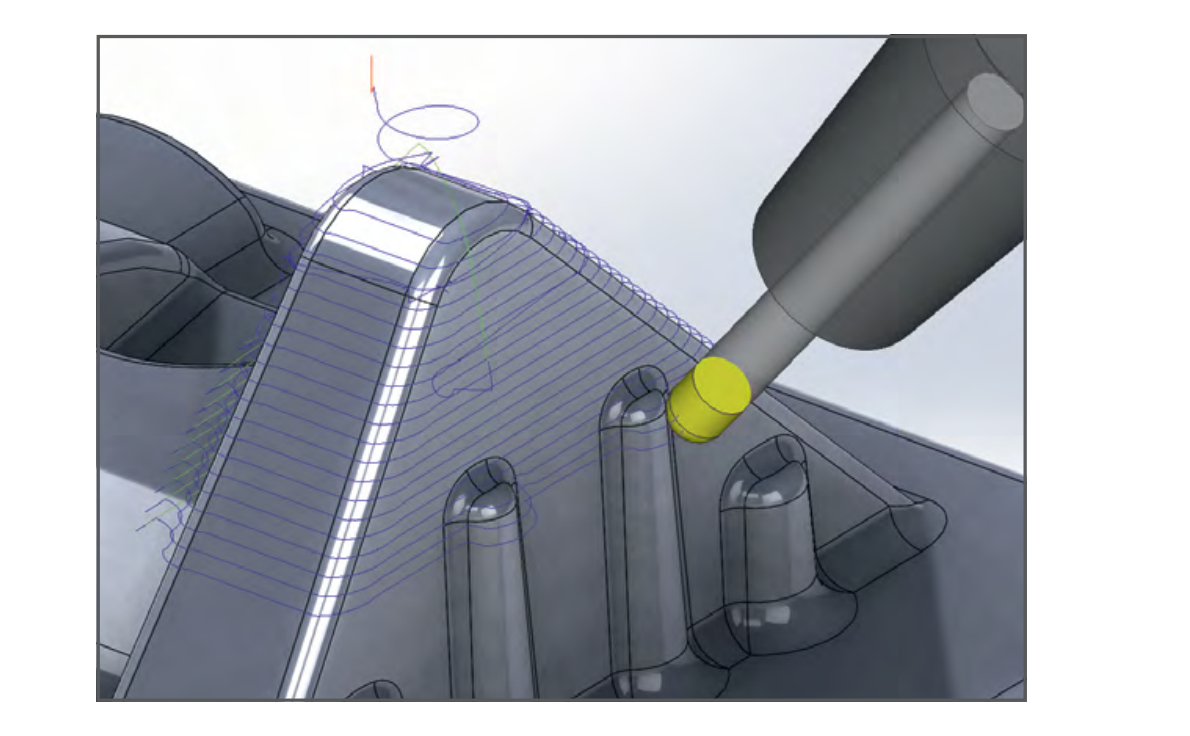
Sim_5_axis_Multiblade.prz
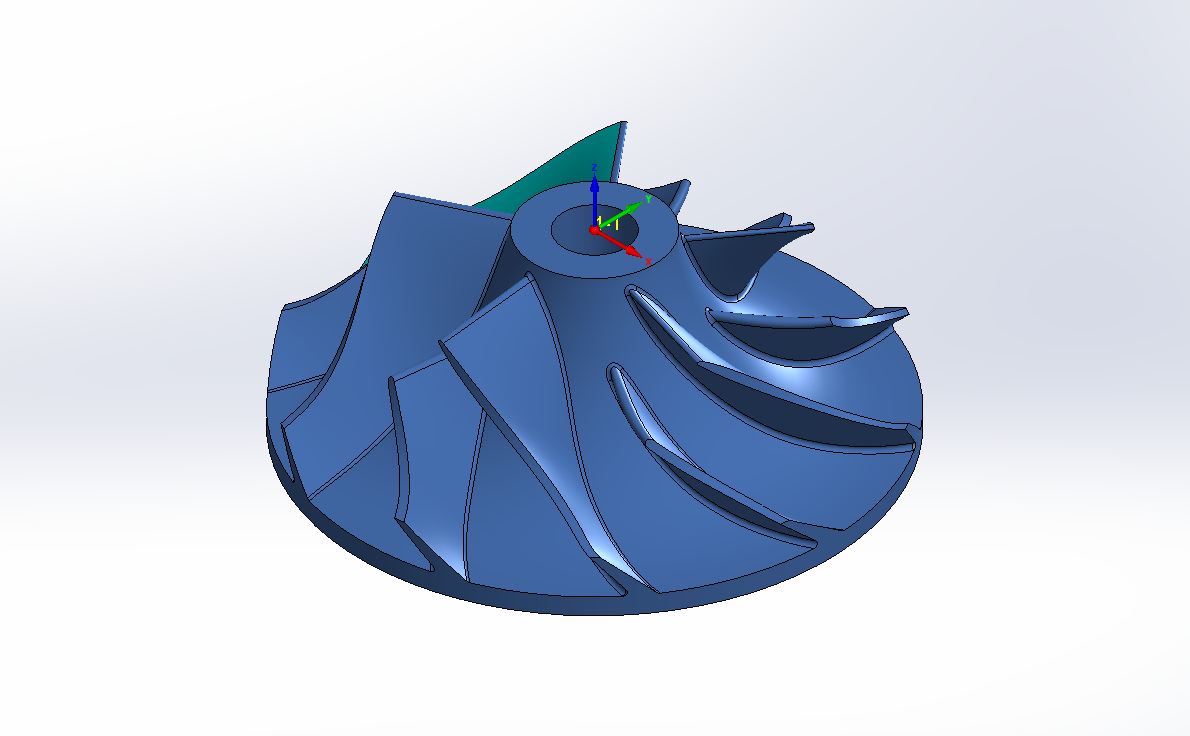
本例中的操作说明了如何使用 SolidCAM 的叶轮加工策略,加工如上所示的叶轮零件的一部分。
粗加工 (MBL_Blade Roughing)
此粗加工操作定义了 2 个主叶片之间区域的粗加工。使用 Ø12 mm (0.4844 in) 锥度铣刀。刀具路径中允许分层和多层使用最大数值 10。根据 5° 的首选引导角度和 45° 的最大引导角度控制刀具倾斜。在流道和护罩之间生成仿形刀具路径,分层和多层逐渐移除材料。
叶片精加工 (MBL_Blade Finishing;MBL_Splitter Finishing)
这些叶片精加工操作定义了 2 个叶片 (1 个主叶片和 1 个分流叶片) 的精加工。使用 Ø12 mm (0.4844 in) 锥度球铣刀。除了几何选取不同外,操作定义相同。选择完全 (修剪后缘),以便刀具跟随叶片的轮廓但不会围绕后缘滚动。刀具路径中允许分层使用最大数值 15。根据 5° 的首选引导角度和 45° 的最大引导角度控制刀具倾斜。在流道和护罩之间生成仿形刀具路径,沿每个叶片的轮廓分层逐渐移除残料。
圆角精加工 (MBL_Blade_Fillet Finishing; MBL_F_F_Splitter_Finishing)
这些圆角精加工操作定义了先前精加工主叶片和分流叶片的流道附近圆角的精加工。使用 Ø12 mm (0.4844 in) 锥度球铣刀。除了几何选取不同外,操作定义相同。选择完全 (修剪后缘),以便刀具跟随圆角的轮廓但不会围绕后缘滚动。沿叶片侧指定 8 次切削,沿流道侧指定 5 次切削,两侧均有 0.3 mm (0.012 in) 路径间隔。刀具倾斜角度与先前操作中定义的相同。SolidCAM 自动检测圆角并相应地生成精加工刀具路径。
流道精加工 (MBL_Hub Finishing)
此流道精加工操作定义了围绕先前精加工分流叶片的流道区域的精加工。使用 Ø12 mm (0.4844 in) 锥度球铣刀,刀具路径中允许多层使用最大数值 18,并且为刀具倾斜定义了与先前操作中相同的角度。这种参数组合使刀具能够围绕分流叶片和流道曲面实现平滑的刀具路径。
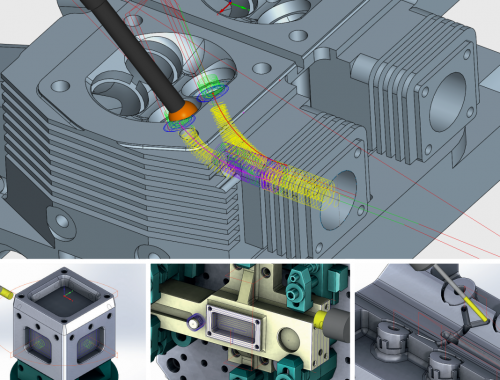
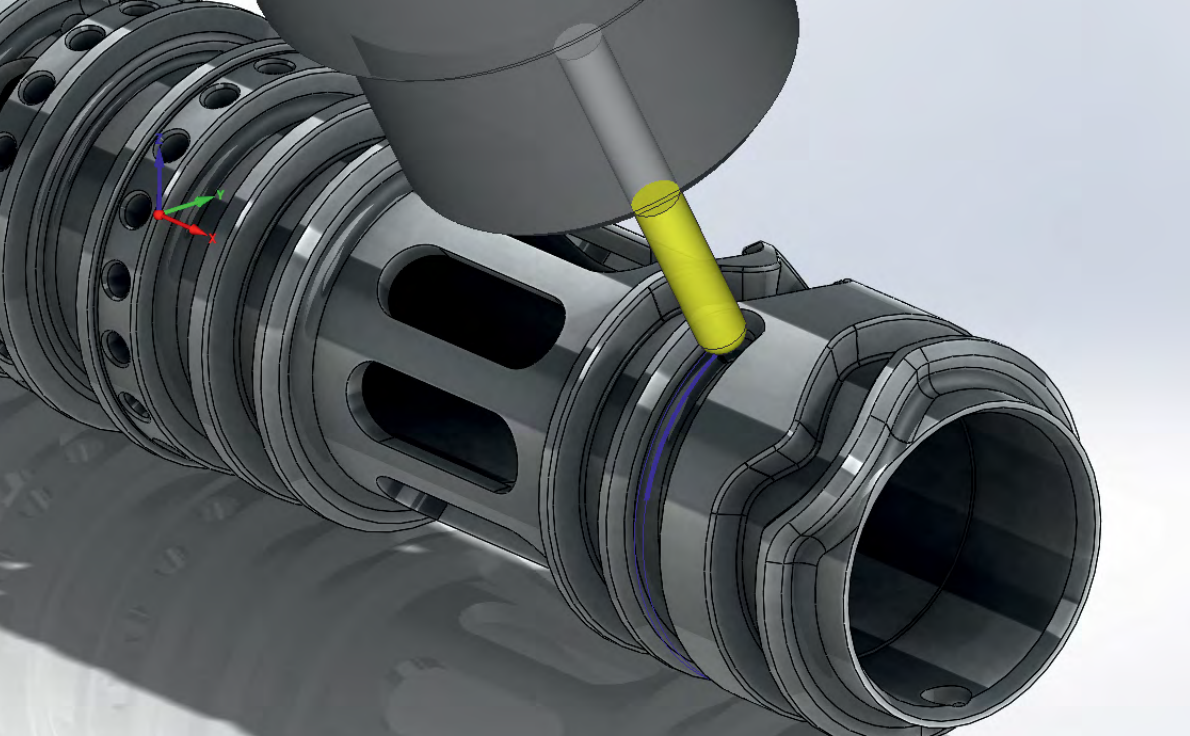
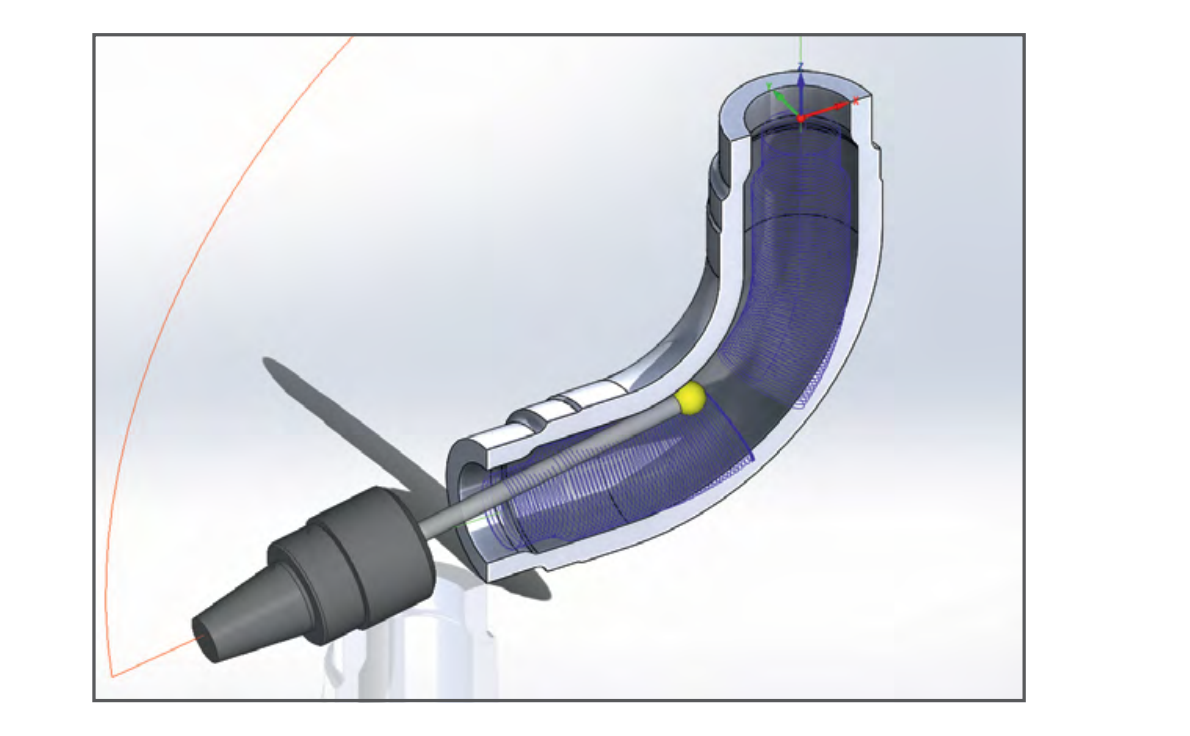
Sim_5_axis_Port_Machining.prz
本例中的操作说明了如何使用 SolidCAM 的弯管加工策略,加工进入口和弯管的内表面。
型腔粗加工 (iRough_contour)
此 iMachining 操作定义了 2 个弯管的顶部的粗加工。使用 Ø10 mm (0.4063 in) 立铣刀。刀具在每个型腔中执行螺旋进入,然后在下刀次数 1 中螺旋进入外壁。为进一步的精加工操作保留 0.05 mm (0.002 in) 加工余量。
弯管粗加工 (Port_Rough_faces; Port_Rough_faces2)
这些粗加工操作定义了 2 个弯管的内表面的粗加工。使用 Ø16 mm (0.625 in) 棒糖式铣刀。除了几何选取不同外,操作定义相同。刀具路径中指定 5 mm (0.2 in) 最大步距和 2 mm (0.08 in) 切深。启用修复干涉以检测并避免刀具、相邻外表面和任何加工表面之间可能发生的碰撞。刀具路径在 5-Axis 格式中输出,分层和多层逐渐移除管内的材料,直到达到距离顶部的最大距离。
端口粗加工 (Port_Rough_faces4)
此粗加工操作定义了连接 2 个弯管的端口的粗加工。使用 Ø16 mm (0.625 in) 棒糖式铣刀。与先前操作中指定的最大步距和切深参数相同。启用修复干涉以检测并避免刀具、相邻外表面和任何加工表面之间可能发生的碰撞。刀具路径在 5-Axis 格式中输出,分层和多层逐渐移除管内的材料,直到达到距离底部的最大距离。
弯管精加工 (Port_SpiralFinish_faces; Port_PlungeFinish_faces2)
这些操作使用螺旋精加工和切入精加工策略定义了相似几何的精加工。2 个操作均使用 Ø16 mm (0.625 in) 棒糖式铣刀。除了几何选取不同外,操作定义相同。指定 2 mm (0.08 in) 最大步距,并使用与先前粗加工操作相同的修复干涉选项。刀具路径在 1 个弯管中使用螺旋切削并在另 1 个弯管中使用切入切削生成,以精加工内表面,直到达到距离顶部的最大距离。
端口精加工 (Port_SpiralFinish_faces4)
此螺旋精加工操作定义了连接 2 个弯管的端口的精加工。使用 Ø16 mm (0.625 in) 棒糖式铣刀。指定 1 mm (0.04 in) 最大步距,并使用与先前粗加工操作相同的修复干涉选项。刀具路径使用螺旋切削生成,以精加工内表面,直到达到距离底部的最大距离。
车削
快速高效车削的 SolidCAM 模块
SolidCAM 提供最全面的车削包,具有强大的刀具路径和技术,实现快速高效的车削。
SolidCAM 为各种机床提供车削功能,包括 2-Axis 车床、多刀塔配置、副主轴车削中心和铣车复合数控机床。
SolidCAM 产生高级粗和精轮廓车削,并支持固定循环或长 G 代码中的端面车削、切槽、车螺纹和端面钻孔。
刀具路径计算考虑了嵌入式刀片、刀柄和先前加工的毛坯材料,以避免干涉和消除空切削。
可获得标准夹具库和可以添加专用夹具。
更新毛坯
SolidCAM 有能力在操作树中保持毛坯实时更新。更新后的毛坯支持从最基本的 2 Axis 车削中心,一直到 CYB 多刀塔、副主轴铣车复合数控机床。
在副主轴车削中心上,当部件从主轴转移到副主轴时,更新后的毛坯模型也随之转移。副主轴上的任何后续加工都会检测到毛坯离开主轴的状态,最终提供尽可能最高效的加工排序。
高级车削操作
SolidCAM 的高级操作为所有车削应用提供动力。
平衡粗车削:2 个刀具同时工作或在尾随模式中执行长/或大零件的粗加工
角度切槽:以任何定义的角度执行内或外径倾斜槽
手动车削:根据用户定义的几何执行车削,不考虑毛坯和目标模型
4th Axis 联动车削:使用刀具的 B-Axis 倾斜能力执行曲线轮廓的加工,以便在单个加工步骤中加工倒扣区域

多刀塔同步:提供具有加工时间线的强大功能,以在多刀塔机床上执行操作同步
Turning_1.prz
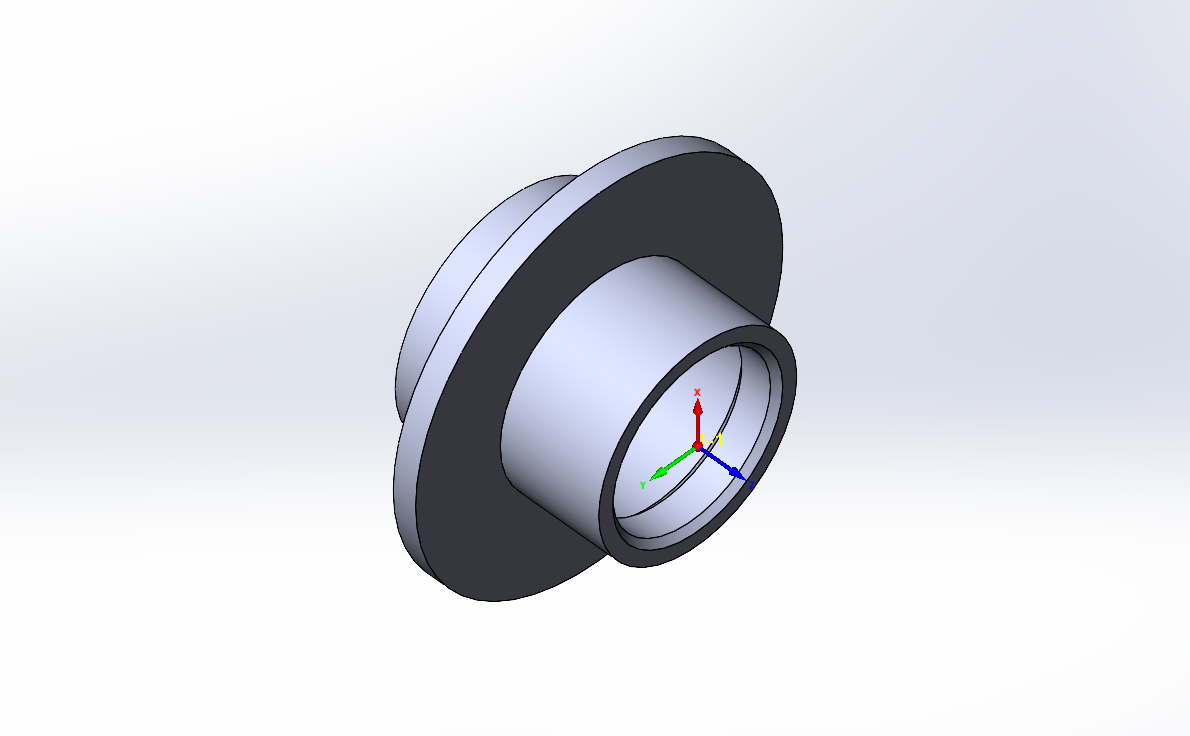
本例中的操作说明了如何使用 SolidCAM 的车削技术,加工如上所示的零件。
端面车削 (FT_turn_on_solid)
此端面车削操作使用外径粗车刀定义了前端面的粗加工。表面上保留 0.1 mm (0.004 in) Z 余量,以进一步执行精加工操作。
轮廓车削 (TR_turn_on_solid1)
此车削操作使用外径粗车刀定义了前侧上的外径表面的加工。工作类型选择粗加工选项,以在多个等距路径中执行加工。使用长外径模式在几何上方和沿零件的旋转轴创建路径。指定的粗加工余量在与精加工切削相同的操作中被移除。
钻孔 (DRILL)
此钻孔操作定义了零件的中心通孔的钻孔。使用 Ø23 mm (0.9063 in) 平钻。
内径切槽 (TR_turn_on_solid3)
此车削操作使用内径车刀定义了内径切槽的粗加工。粗加工类型选择平滑选项,以提供更平滑的精加工。
内径精加工 (TR_turn_on_solid3_1; TR_turn_on_solid2_1)
这些车削操作使用合适的刀具定义了内切槽和内表面的精加工。工作类型选择仅精加工选项,以仅执行精切削。
内径车螺纹 (TH_contour)
此车螺纹操作使用内径螺纹刀定义了内径螺纹的加工。指定用户定义的螺纹尺寸和螺距单位,不执行螺纹精加工。
Turning_2.prz
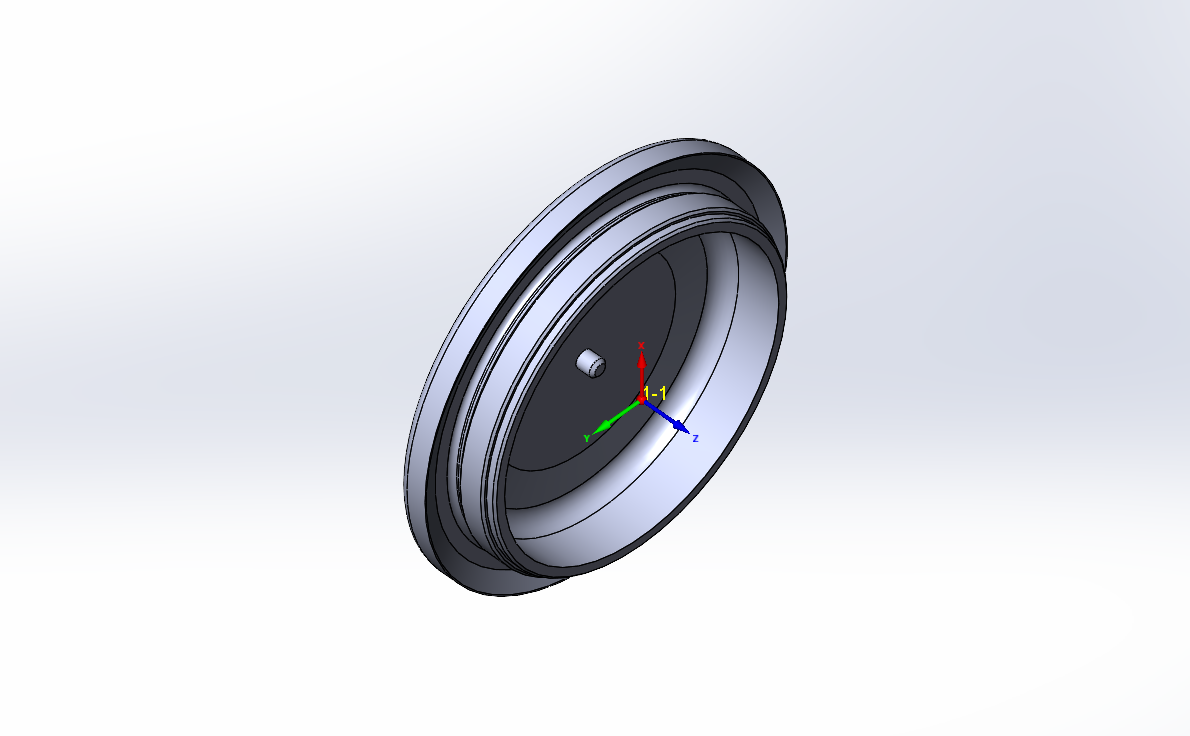
本例中的操作说明了如何使用 SolidCAM 的车削技术,加工如上显示的零件。
端面车削 (FT_contour5)
此端面车削操作使用外径粗车刀定义了前端面的粗加工。表面上保留 0.2 mm (0.008 in) Z 余量,以进一步执行精加工操作。
轮廓粗车 (TR_contour1)
此车削操作使用外径粗车刀定义了外径表面的粗加工。工作类型选择粗加工选项,以在多个等距路径中执行加工。使用长外径模式在几何上方和沿零件的旋转轴创建路径。选择不沿几何 (X-axis) 下切,以避免碰撞。
钻孔 (DRILL)
此钻孔操作定义了在零件中心上钻孔,以使内径轮廓加工更轻松、更高效。使用 Ø33 mm (1.375 in) 平钻。
内径粗车 (TR_contour2)
此车削操作使用内径粗车刀定义了内径表面的粗加工。工作类型选择粗加工选项,使用长内径模式在几何下方和沿零件的旋转轴创建路径。
轮廓残料加工和精加工 (TR_contour3; TR_contour3_1; TR_contour4; TR_contour8)
这些车削操作定义了所有外径表面的残料和精加工。在第 1 个操作中,使用具有不同定位角度的外径粗车刀从外轮廓移除未加工的材料。粗加工类型选择平滑选项,以提供更平滑的精加工;在其余操作中,工作类型选择仅精加工选项,以仅执行精切削。
内径残料加工 (TR_contour6; TR_contour7)
这些车削操作定义了内径表面的残料加工。第 1 个操作从内径轮廓中移除未加工的材料。粗加工类型选择平滑选项,以提供更平滑的精加工;第 2 个操作使用不同的刀具安装定向,朝零件的中心执行粗切削。
内径精加工 (TR_contour9; TR_contour7_1)
这些车削操作使用仅精加工选项定义了内径表面的精加工。与先前操作中使用不同的刀具安装定向一样,执行远离和朝向零件中心的精切削。
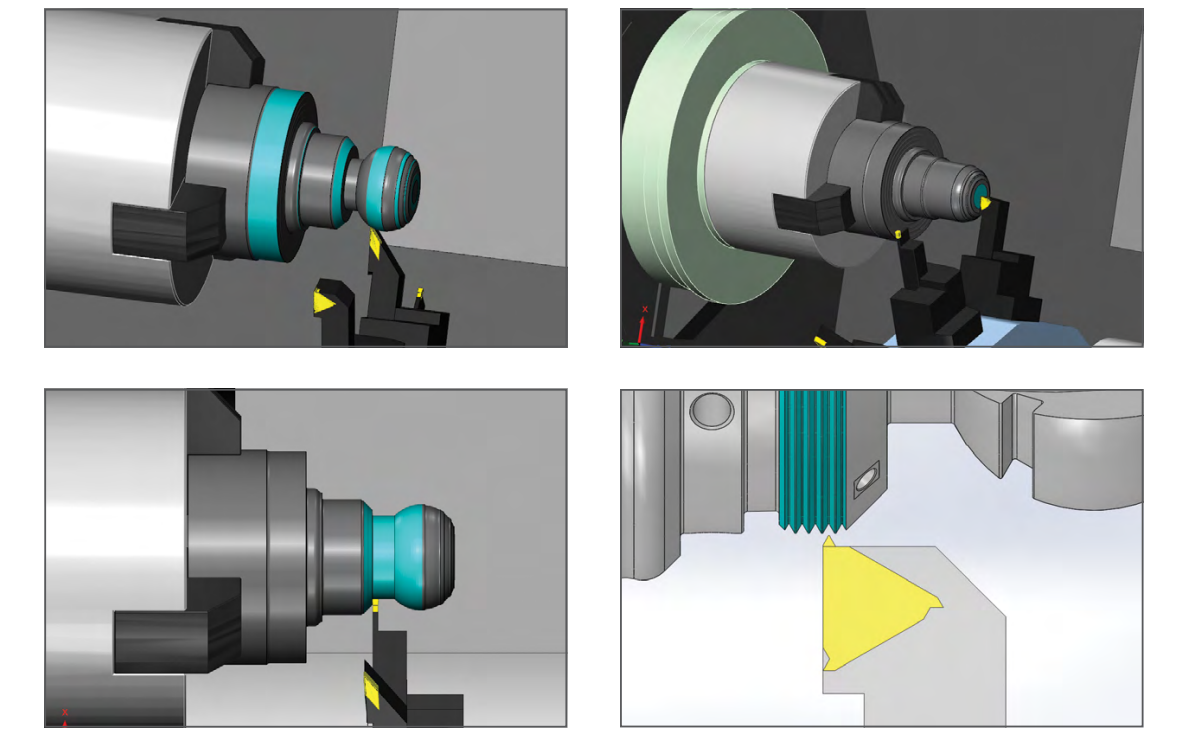
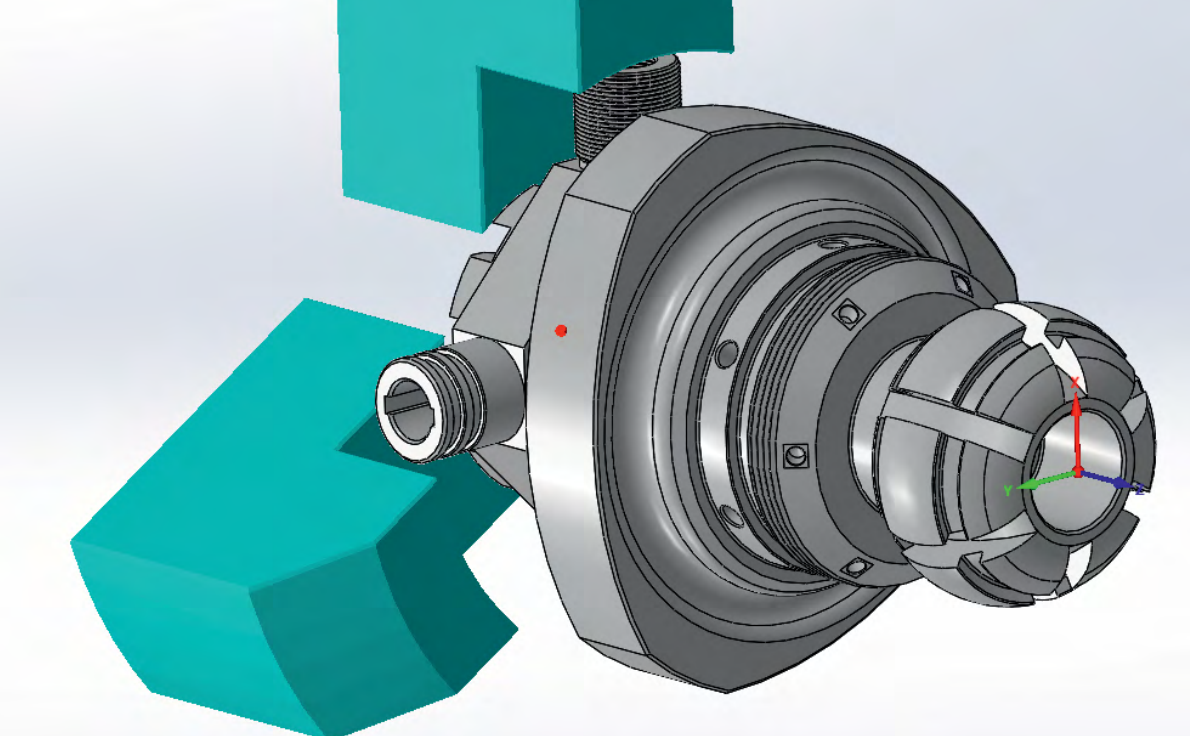
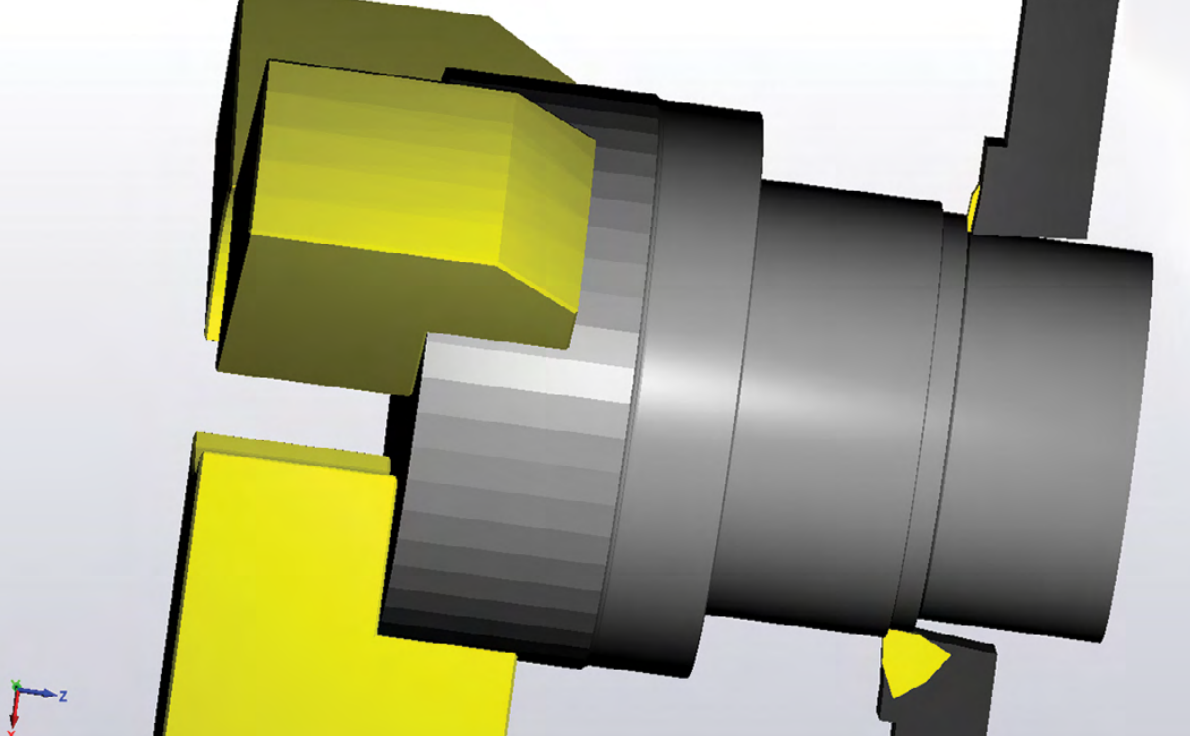
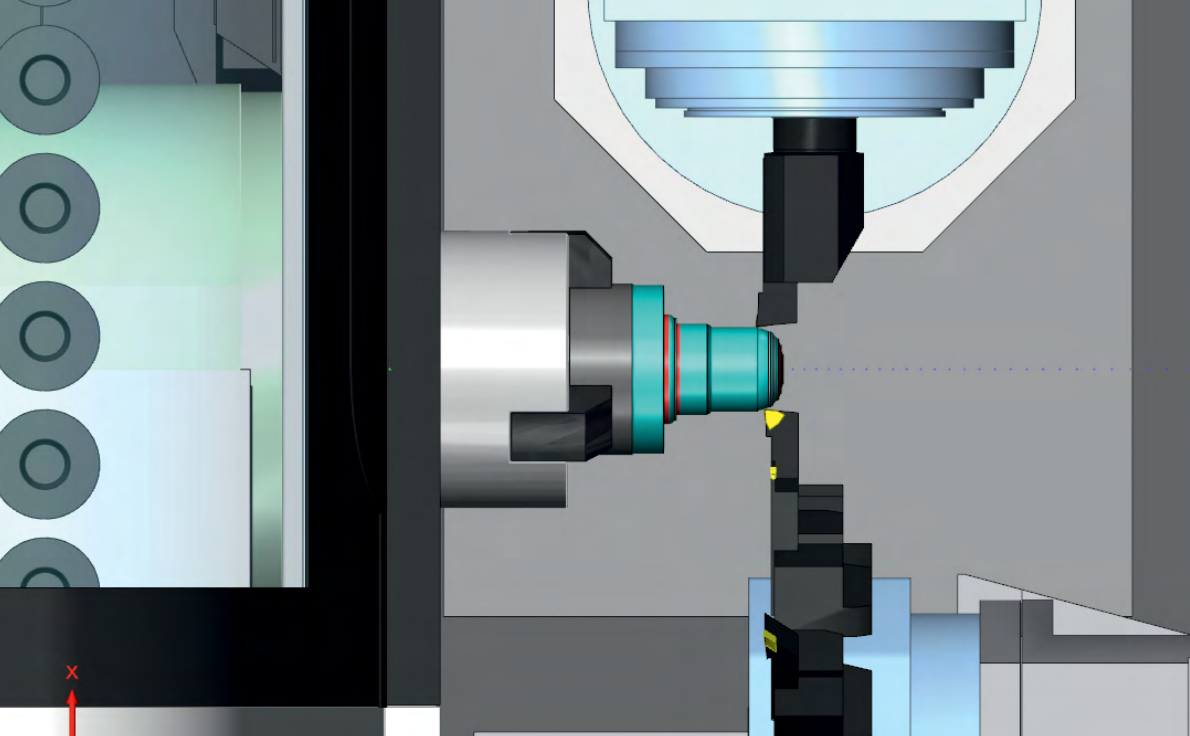
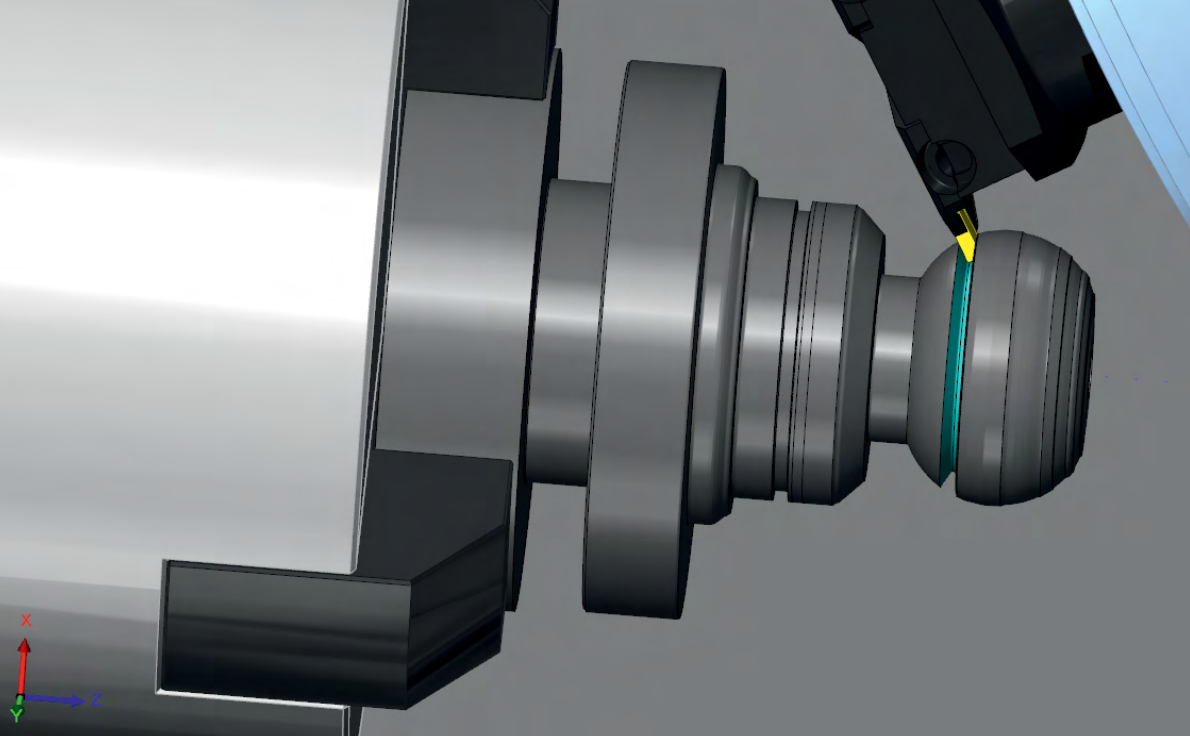
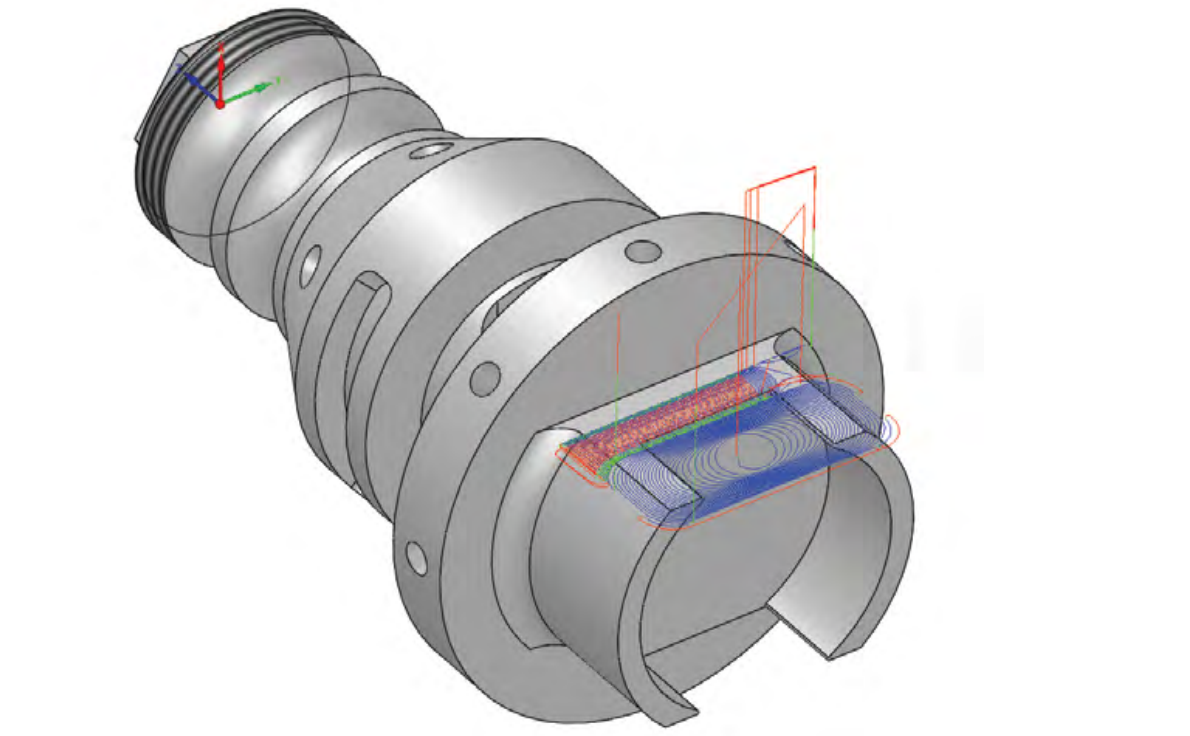
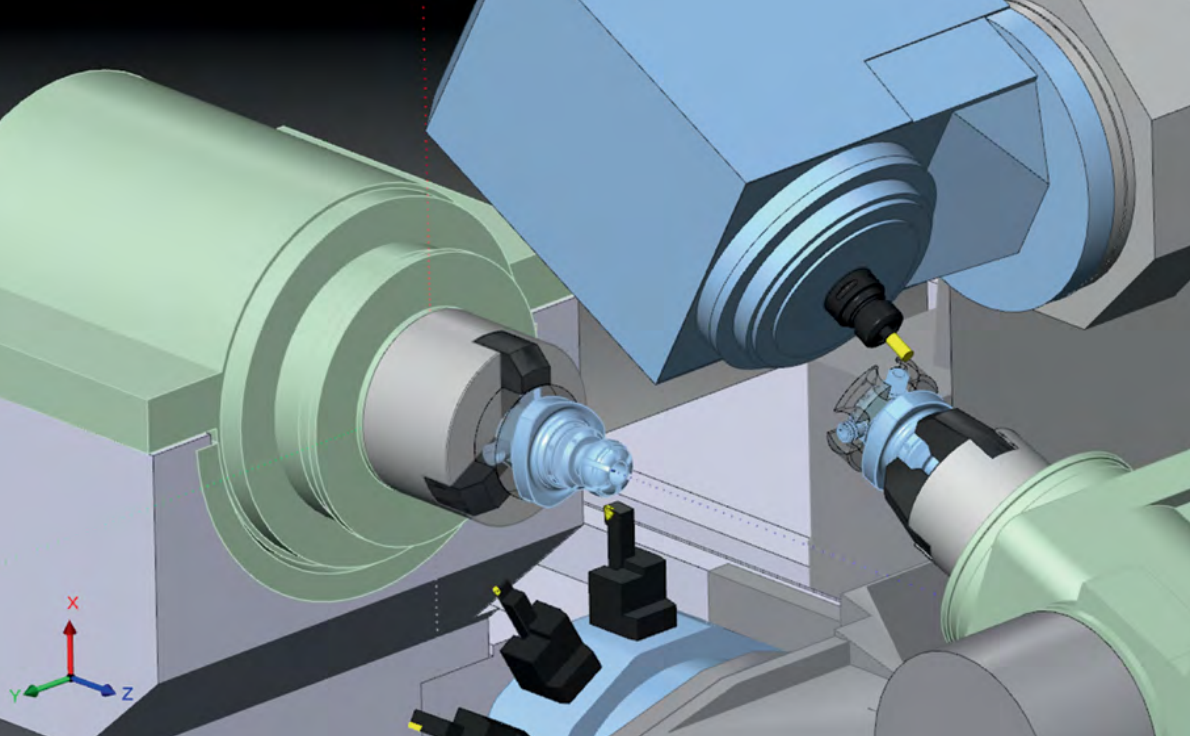
Turning_iMachining.prz
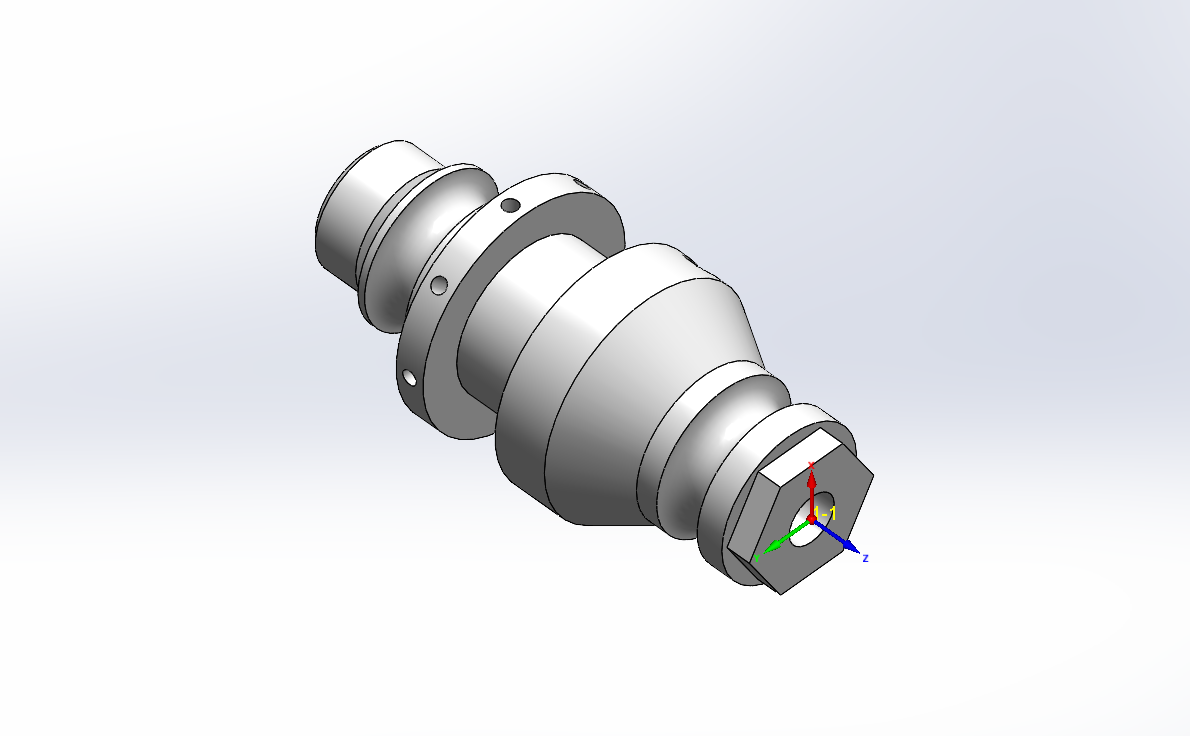
本例中的操作说明了如何使用 SolidCAM 的摆线车削和其他一些具有前和背主轴功能的车削技术,加工如上所示的零件。
主轴端面钻孔 (DRILL; DRILL_1)
这些钻孔操作定义了前端面的中心的孔的钻孔。
主轴端面车削 (FT_contour)
此端面车削操作使用外径粗车刀定义了前端面的加工。指定 0.2 mm (0.008 in) Z 余量,在与精切削相同的操作中被移除。
主轴轮廓车削 (TR_turn_on_solid)
此车削操作使用外径粗车刀定义了前侧上外径表面的加工。使用长外径模式和工作类型选择粗加工选项。平滑选项提供在粗加工期间更平滑的精加工,其后跟随精切削。选择不沿几何 (X-axis) 下切,以避免碰撞。
主轴弧形切槽 (IMT_contour1)
此摆线车削操作使用圆形嵌入式切槽刀具定义了弧形切槽的加工。使用长外径模式和指定 30° 到 45° 的切削角度范围,选择往复作为方向以保持刀具与材料接触,使切槽加工更有效。
主轴平切槽 (IMT_contour2; GR_contour2)
这些操作定义了平切槽的加工。摆线车削操作使用圆形嵌入式切槽刀提供切槽的粗加工。使用与在先前操作中减去精切削相同的工艺参数。刀具到达切槽底部时,在角落中执行 iMachining 运动;切槽操作使用典型的方形嵌入式切槽刀提供切槽的精加工。使用相同的几何,移除保留在角落中的材料。工作类型选择仅精加工选项,以便仅精切削残料。
副主轴端面钻孔 (DRILL_2; DRILL_3)
这些钻孔操作定义了背端面的中心的孔的钻孔。
副主轴端面车削 (FT_contour3)
此端面车削操作使用外径粗车刀定义了背端面的加工。指定 0.2 mm (0.008 in) Z 余量,在与精切削相同的操作中被移除。
副主轴轮廓车削 (TR_contour4)
此车削操作使用外径粗车刀定义了背侧上的外径表面的加工。使用长外径模式和工作类型选择粗加工选项。平滑选项提供在粗加工期间更平滑的精加工,其后跟随精切削。选择不沿几何 (X-axis) 下切,以避免碰撞。
副主轴切槽 (IMT_contour5; TR_contour6)
这些操作定义了弧形和倾斜切槽的加工。摆线车削操作使用圆形嵌入式切槽刀提供弧形切槽的粗和精加工。使用长外径模式和 30° 到 45° 的切削角度范围。选择往复作为方向以保持刀具与材料接触,使切槽加工更有效;车削操作使用外径粗车刀提供倾斜槽的粗和精加工。使用长外径模式和工作类型选择粗加工选项。平滑选项提供在粗加工期间更平滑的精加工,其后跟随精车削。
铣车复合
复杂多刀塔和多主轴数控机床的简单编程
当今市场上增长最快、要求最高的一类数控机床是多任务机床。它将一些能力组合到一台机床中 – 多主轴、多刀塔、在多个阶段中加工材料、从主轴转移到主轴而无需处理、毛坯插入一端,成品从另一端出来。
在铣车复合数控机床上,C-, Y- 和 B-Axis 铣削和钻削出现在与车削相同的程序中,提供完全集成和关联的编程解决方案。
4/5-Axis 联动铣车复合机床用途广泛,具有其他机床配置无法提供的更多灵活性和能力。考虑到这一点,其中许多具有多轴、上刀塔、下刀塔、CYB 和副主轴。
SolidCAM 拥有支持所有最新多功能数控机床编程的高级技术,提供方便学习和使用的强大工具,给予最大的灵活性和可配置性。
- 尾座、中心架、副主轴、沿 C-Axis, Y-Axis 和 B-Axis 的旋转和线性刀塔的使用是当今铣车复合机床的常规功能,在这种有碰撞风险的环境中,使用 SolidCAM 车削和铣削在单一环境中使这些机床的编程变得简单和安全
- 通过多刀塔同步和全机床模拟支持多刀塔和多主轴编程,无缝集成到一个极其强大的软件包中
- 所有的 SolidCAM 车削和铣削操作,包括独特、革命性的 iMachining,都可以在铣车复合机床的编程中使用,并且在模拟和干涉检查期间也可以定义和考虑所有辅助装置
复杂铣车复合数控机床的简单编程
SolidCAM 不仅编程这些复杂机床,还可以在所有操作 (铣削和车削) 之间智能管理残料,以实现最高效的刀具路径和缩短的周期时间,确保前所未有的最高生产率。
VMID (虚拟机床 ID)
VMID 定义了数控机床部件和机床运动学,使用户能够轻松有效的建立和支持最复杂的铣车复合机床。
MCO (机床控制操作)
MCO (机床控制操作) 使用户能够在制造零件时插入各种控制操作。这些操作控制数控机床并激活不同的选项和装置,例如打开或关闭夹具、激活冷却液、旋转零件或将零件从一个工作台移动到另一个工作台。
主轴之间的转移
使用机床控制操作,控制主和背主轴之间零件的转移。现成的 MCOs 为这一过程提供了最佳解决方案。
铣车复合中的 iMachining
使用 iMachining 2D & 3D 可以节省编程和周期时间。此外,即使在非刚性工件夹持的情况下,iMachining 也具有非常重要、无与伦比的优势,施加较小的切削力,消除振动和过度的刀具磨损。
铣车复合机床模拟
SolidCAM 中的铣车复合机床模拟提供完整的运动学模拟包,支持所有车削和铣削操作以及所有数控机床部件和装置的仿真。提供机床部件、工件、夹具、刀具和夹持之间的全面碰撞检测和避免。
支持所有循环和运动以及机床部件和辅助装置 (如尾座和中心架) 的完整图像,确保零件在到达实际加工之前经过全面测试,提供安全性。
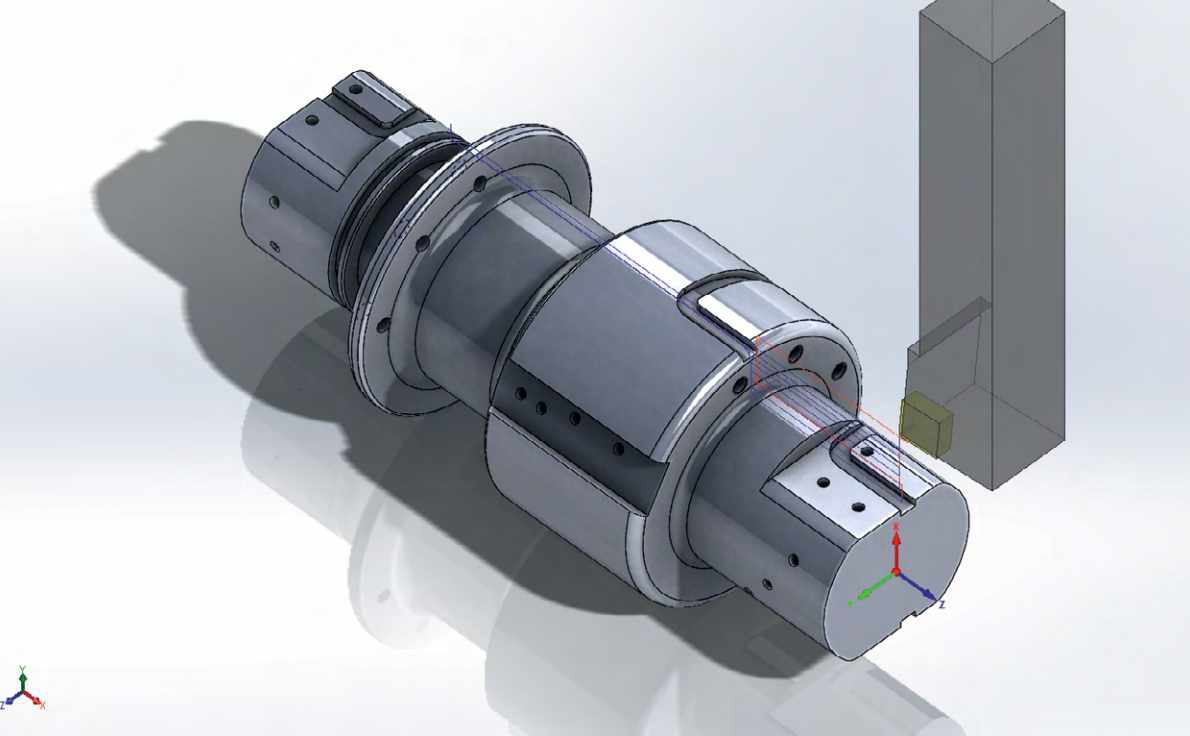
Mill_Turn_1.prz

本例中的操作说明了如何使用 SolidCAM 的铣车复合模块,加工如上所示的零件。在 5-Axis 铣车复合数控机床上使用 SolidCAM 铣削和车削技术以及 Index 4/5 Axis 定轴加工能力执行加工。
轮廓和内径车削 (TR_profile1; TR_profile1_1; DRILL; TR_profile10)
这些车削操作使用合适的刀具、加工模式、工作类型、粗加工类型和精加工方法定义了外径和内径圆柱表面的加工。
端面铣削 (F_profile2; D_drill3; D_drill4)
这些铣削操作使用加工坐标系 #1、位置 #1 (MAC 1 (1-位置) ) 定义了螺杆槽的加工以及通孔和 3 个盲孔的钻孔。
侧面加工 (P_profile3)
此型腔操作使用 MAC 1 (3-位置) 定义了侧面的定轴加工。轮廓策略与负侧壁余量值结合,生成完全加工面的重叠刀具路径。转换选项可以围绕旋转轴创建操作的环行模式,以便加工 2 个面。
侧面钻孔 (D_drill)
此钻孔操作使用 MAC 1 (3-位置) 定义了侧面上的 2 个孔的定轴钻孔。
槽加工 (F_profile5)
此轮廓操作使用 MAC 1 (4-位置) 定义了槽的定轴加工。以恒定深度移除材料,然后再执行额外的精加工路径。
径向孔加工 (D_drill1; P_profile6; D_drill2; P_profile7)
这些操作定义了外径圆柱表面上的 3 个沉孔的定轴加工。第 1 个钻孔和轮廓操作使用 MAC 1 (5-位置) 在螺杆槽的一侧上执行孔的钻孔和沉孔加工;之后的钻孔和轮廓操作使用 MAC 1 (6-位置) 在螺杆槽的另一侧上执行孔的钻孔和沉孔加工。
环绕型腔加工 (P_profile9)
此型腔操作定义了使用 MAC 1 (2-位置) 在外径圆柱表面上的型腔的同步加工。几何类型选择环绕,并使用轮廓策略执行型腔加工。
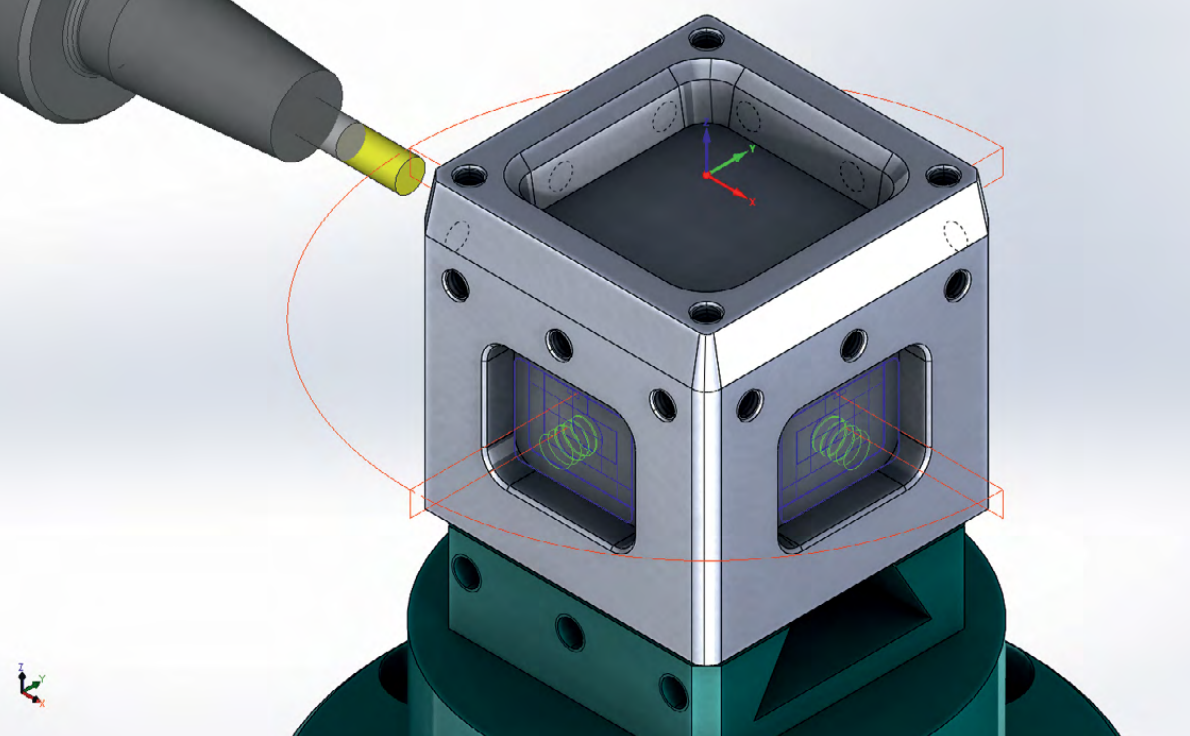
Mill_Turn_2.prz
本例中的操作说明了如何使用 SolidCAM 的铣车复合模块,加工如上所示的零件。在 5-Axis 铣车复合数控机床上使用 SolidCAM 铣削和车削技术以及 Index 4/5 Axis 定轴加工能力执行加工。
轮廓车削 (TR_contour)
此车削操作定义了圆柱表面的加工。
立方体加工 (F_profile6)
此轮廓操作使用加工坐标系 #1、位置 #4 (MAC 1 (4-位置)) 定义了零件基部立方体的面的定轴加工。转换选项可以围绕旋转轴创建操作的环行模式,以便加工所有面。
水平面加工 (F_profile1)
此轮廓操作使用 MAC 1 (4-位置) 定义了零件的前水平面的定轴加工。转换选项可以围绕旋转轴创建操作的环行模式,以便加工 2 个面。
斜面加工 (F_profile3; F_profile4)
这些轮廓操作使用 MAC 1 (5 和 6-位置) 和刀具的 B-Axis 倾斜能力定义了先前加工的水平面相邻斜面的加工。
径向面加工 (F_profile2)
此轮廓操作使用 MAC 1 (4-位置) 定义了零件的前圆柱面的加工。
斜腔加工 (P_profile9)
此型腔操作使用 MAC 1 (5-位置) 和刀具的 B-Axis 倾斜能力定义了先前加工过的斜面上的型腔的加工。
立方体斜面加工 (F_profile7; F_profile8)
这些轮廓操作使用 MAC 1 (7 和 8-位置) 和刀具的 B-Axis 倾斜能力定义了立方体角落上的斜面的加工。
通孔钻孔 (D_drill; D_drill1)
这些钻孔操作使用 MAC 1 (4-位置) 定义了零件的前水平面的通孔的钻孔、使用 MAC 1 (6-位置) 和刀具的 B-Axis 倾斜能力定义了相邻斜面的通孔的钻孔。
立方体斜面钻孔 (D_drill2; D_drill3)
这些钻孔操作使用 MAC 1 (7 和 8-位置) 和刀具的 B-Axis 倾斜能力定义了立方体倾斜面上的孔的钻孔。
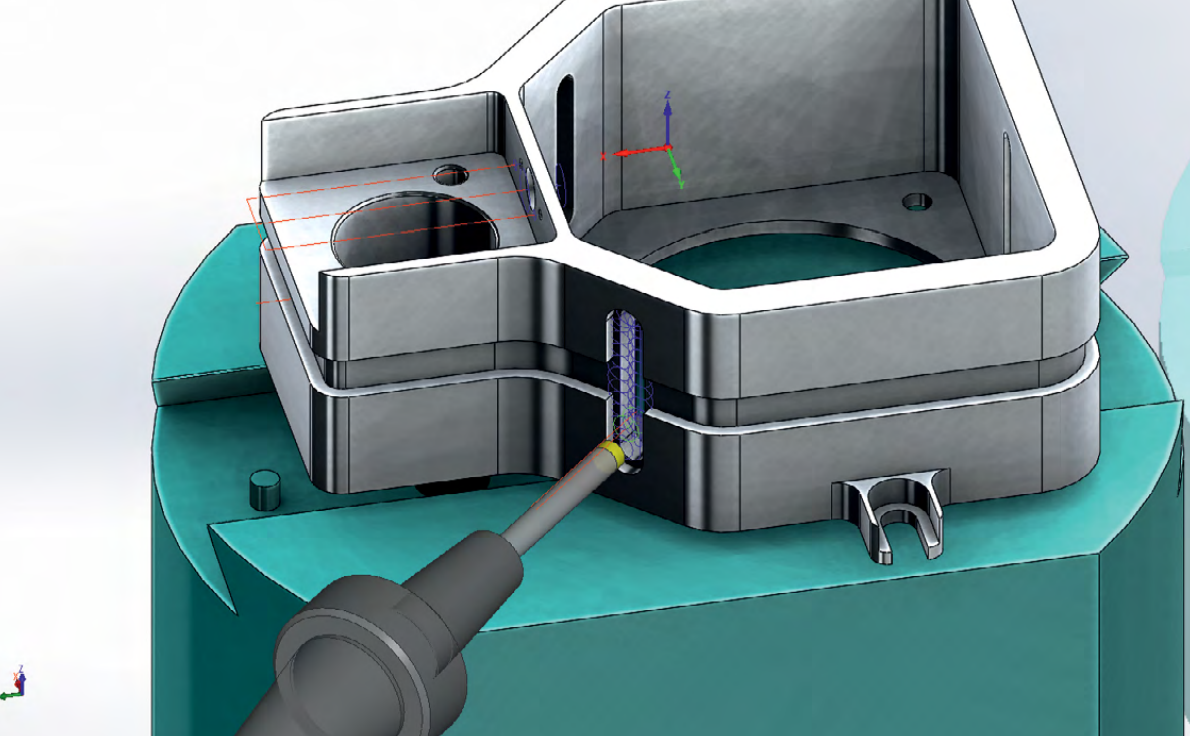
Back_Spindle.prz
本例中的操作说明了如何使用具有前和背主轴功能的 SolidCAM 铣车复合模块,加工如上所示的零件。在 5-Axis 铣车复合数控机床上使用 SolidCAM 铣削和车削技术以及 Index 4/5 Axis 定轴加工能力执行加工。
主轴轮廓和内径车削 (TR_profile; TR_profile_1; DRILL; TR_profile2)
这些车削操作使用合适的刀具、加工模式、工作类型、粗加工类型和精加工方法定义了前侧上的外径和内径圆柱表面的加工。
主轴端面铣削 (F_profile1)
此轮廓操作使用加工坐标系 #1、位置 #1 (MAC 1 (1-位置)) 定义了围绕前侧上的外径表面的小平面的加工。以恒定深度移除材料,然后再执行额外的精加工路径。
主轴中部垫块加工 (F_profile6)
此轮廓操作使用 MAC 1 (5-位置) 定义了围绕零件中间上的圆柱表面的垫块的加工。转换选项可以围绕旋转轴创建操作的环行模式,以便加工所有垫块。
主轴中部孔加工 (D_drill2;D_drill2_1;F_profile7)
这些操作使用 MAC 1 (5-位置) 定义了先前加工的垫块上的沉孔的定轴加工。转换选项可以围绕旋转轴创建操作的环行模式,以便加工所有孔和沉孔。钻孔操作执行孔的中心钻孔和钻孔;轮廓操作执行沉孔加工。
主轴斜垫块加工/钻孔 (P_profile8; D_drill3)
这些轮廓和钻孔操作使用 MAC 1 (6-位置) 和刀具的 B-Axis 倾斜能力定义了围绕背侧的锥形表面附近的垫块和孔的定轴加工/钻孔。转换选项可以围绕旋转轴创建操作的环行模式,以便加工所有垫块和孔。
背主轴轮廓车削和端面铣削 (TR_profile9; F_profile10)
这些车削和轮廓操作使用 MAC 1 (1 和 4-位置) 定义了背侧上的外径圆柱表面的初始加工和围绕外径表面的小平面的最终加工。
背主轴内径车削 (DRILL_1; TR_profile11)
这些车削操作使用合适的刀具、加工模式、工作类型、粗加工类型和精加工方法定义了背侧上的内径圆柱表面的加工。
背主轴端面加工 (F_profile12; D_drill4; D_drill4_1)
这些操作使用 MAC 1 (4-位置) 定义了背端面上的特征的加工。轮廓操作执行边缘加工;钻孔操作执行边缘角落上的孔的中心钻孔和钻孔。
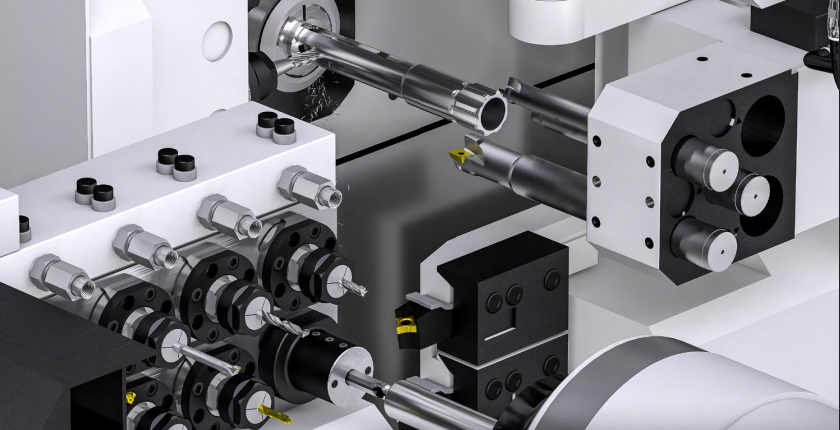
铣车复合 – Swiss-Type
加快你的复杂数控机床的速度和最大化地提高生产率
现代多轴加工中心和 Swiss-Type 机床旨在通过结合尽可能多的铣削和车削操作,以最大生产率制造工件。
零件通常很小、复杂和时常有很高的精度要求。Swiss-Type 有 1 个滑动主轴箱和 1 个导套,毛坯通过导套进给、支撑和附近的后续切削。同样的机床也可以有大量的轴、非常稳定和定期提供显著的加工周期。
广泛的机床支持
虽然 SolidCAM 已经支持具有轴和通道的无限数量的最复杂数控机床,但它正在不断向其广泛的机床数据库中添加更多具有各种配置的高级铣车复合和 Swiss-Type 机床。
仅可能最短的周期时间
通道同步管理器指导你同步和优化你的所有加工操作,以实现最大的产量。
SolidCAM 使你能够控制无限数量的通道和支持任意数量的机床功能和切削模式。
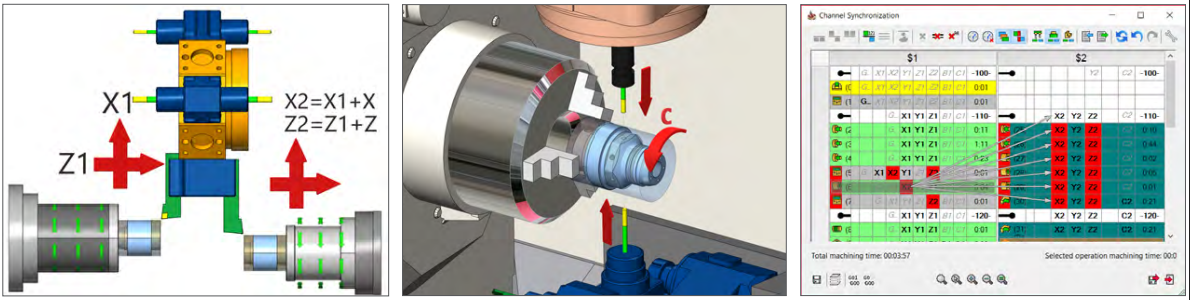
- SolidCAM 处理 3 个不同的叠加模式,一对轴可以相互叠加,其中从轴跟随主轴。在适用的机床上会自动检测此模式
- 通过共享轴和驱动单元减少加工时间,同时在不同刀塔上同步 2 个车削操作。在特定条件下,使用相同主轴或在同一旋转轴的不同刀塔上同步 2 个铣削操作
- 通道同步的冲突引擎显示带有逻辑注释的任何问题。智能系统在考虑机床运动学的同时保持逻辑并检查同步的可能性
具有 MCO 的高级机床控制
在 Swiss-Type 机床上,SolidCAM 的机床控制操作进一步最大限度地提高了生产率。除了你的加工操作外,你还可以定义任意数量的机床操作,例如:
- 更改刀具
- 移动机床部件
- 转移毛坯
- 夹紧/松开夹具
- 编程棒料进给
- 控制冷却液
- 加工模式
- 轴和相位同步
- 输出任何 G/M 命令
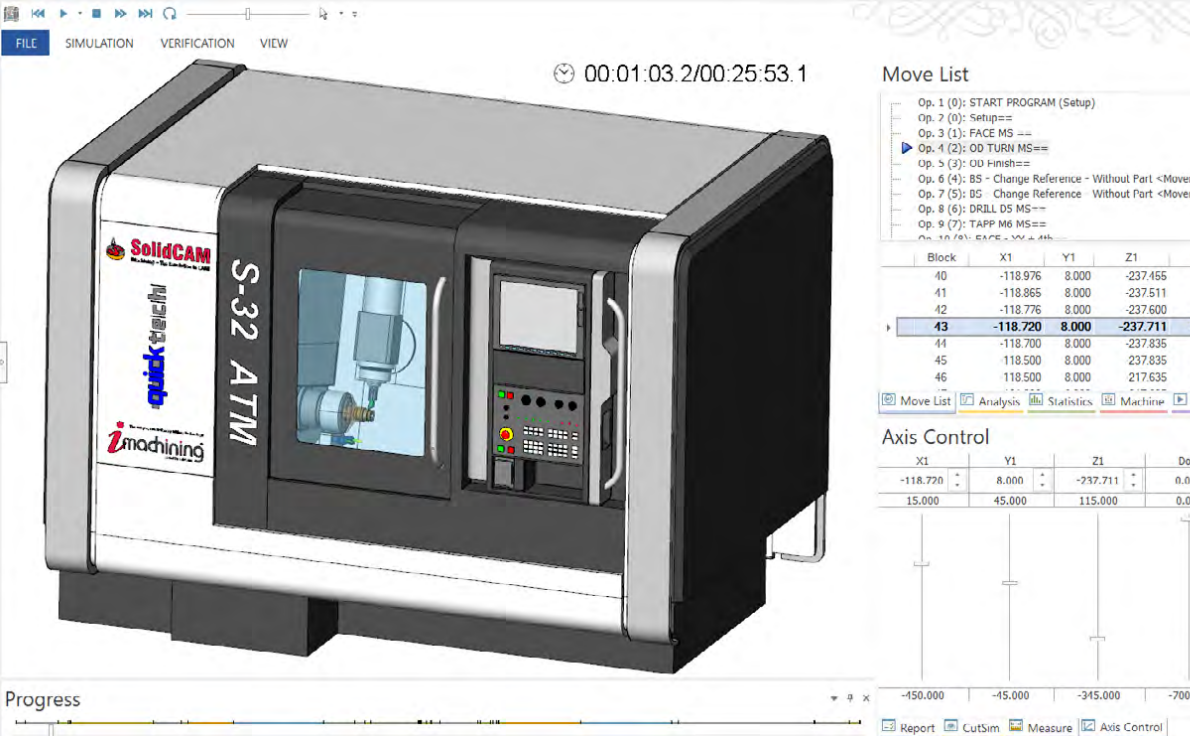
高级机床模拟
SolidCAM 的全机床模拟包可以验证实际加工的所有车削、铣削和 MCO 操作,它提供了机床部件、工件、夹具、刀具和刀柄之间的全面碰撞检测和避免。
在物理加工零件之前,通过直观验证程序的刀具路径,最大化地提高你的生产率。
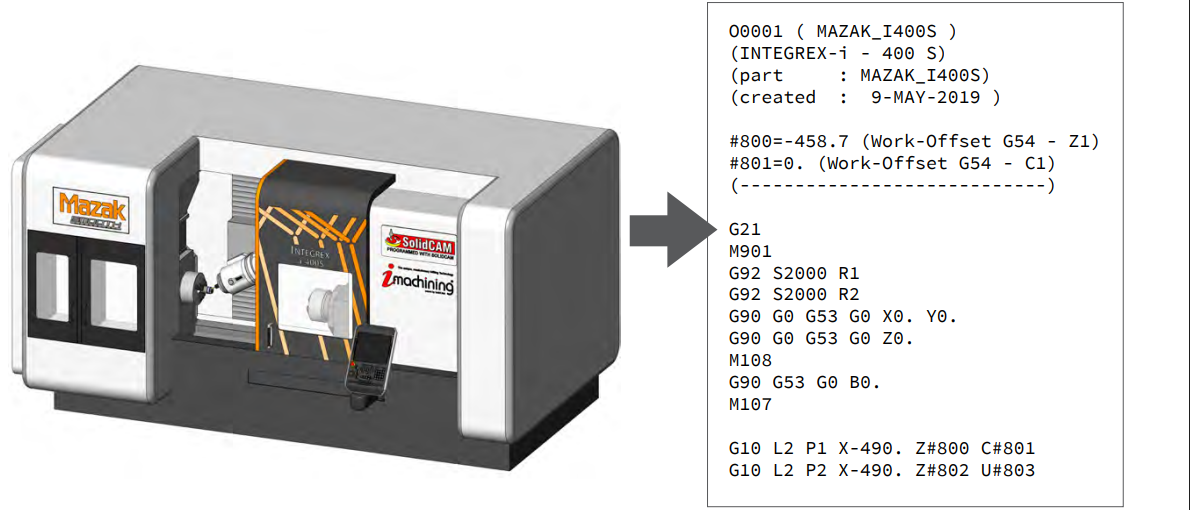
高级后处理
SolidCAM 的虚拟机床 ID (VMID) 是后处理文件的一部分,定义了你的 Swiss-Type 机床的运动学结构和控制器 G 代码选项。使用 VMID 定义,可定制的通用后处理语言 (GPPL) 将刀具路径转换成高效、免编辑的 G 代码。
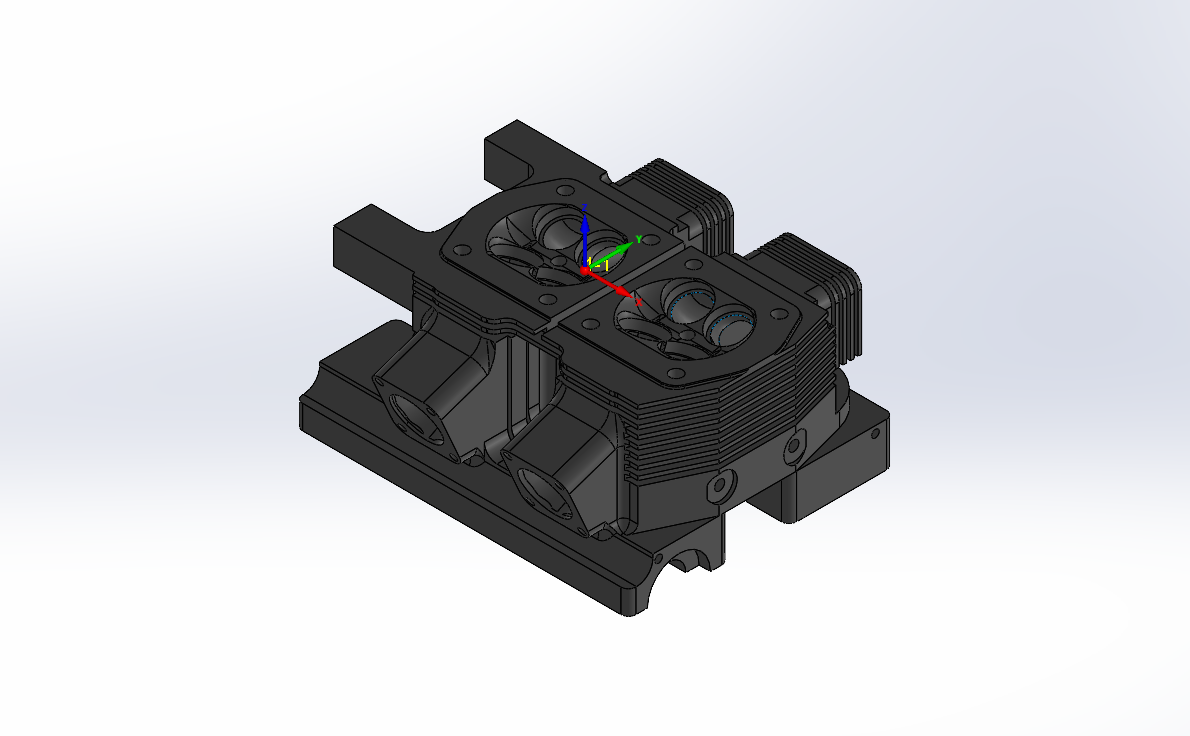
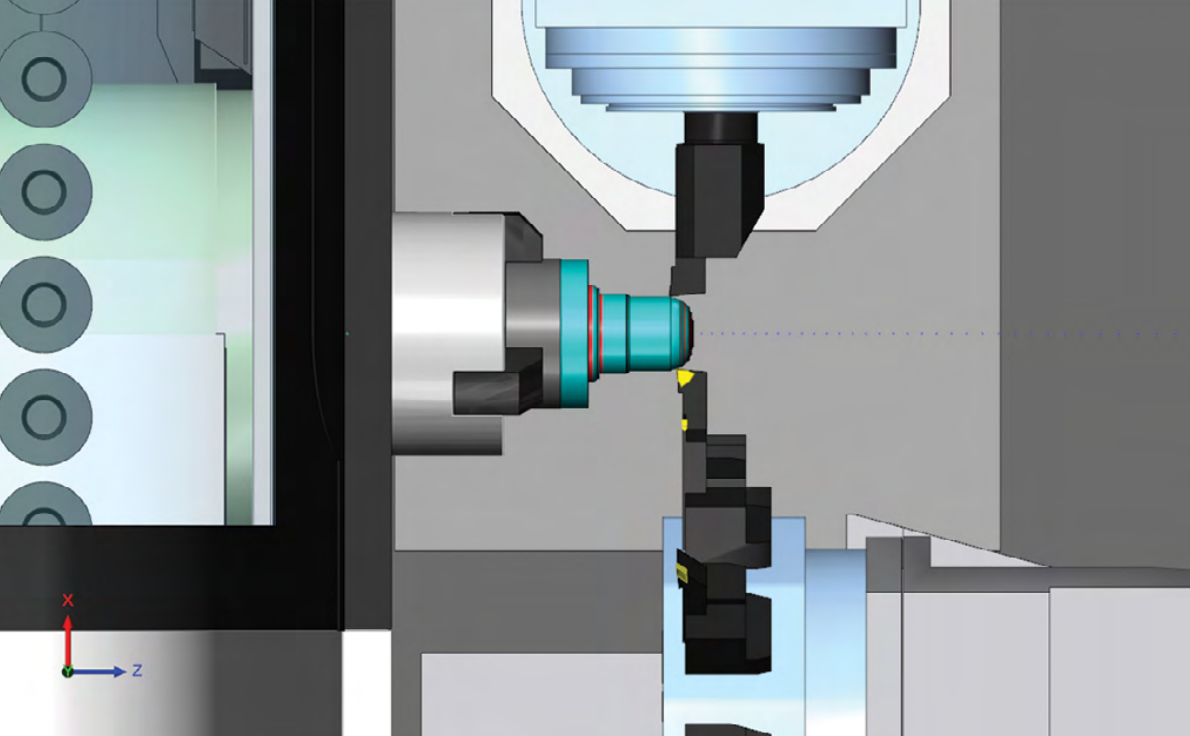
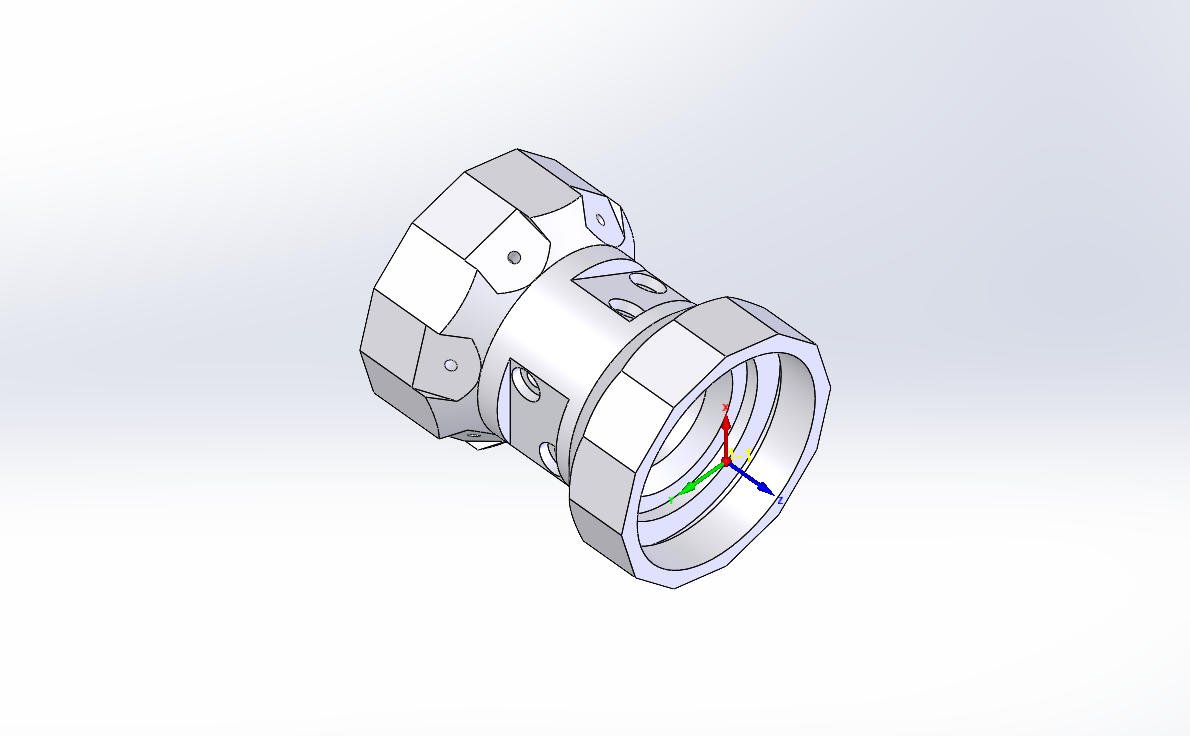
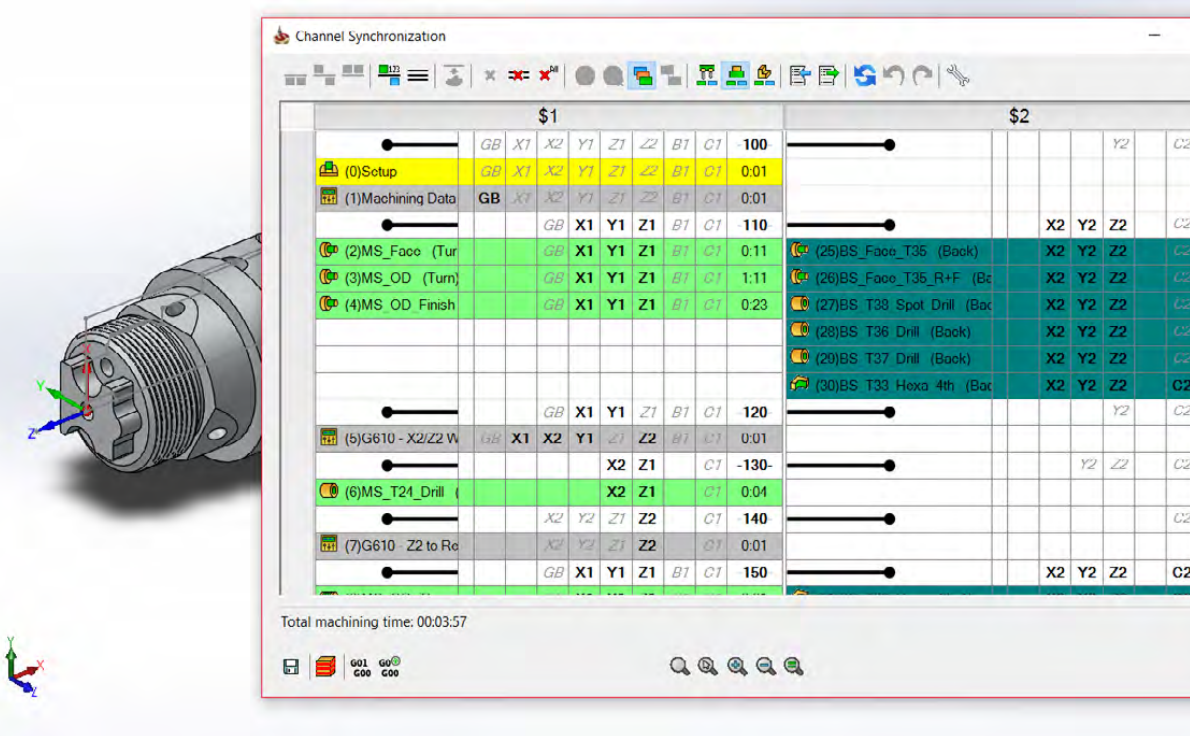
Mill_Turn_Swiss-Type.prz
本例中的操作说明了如何使用 SolidCAM 的具有 MCO 循环的铣车复合模块,加工如上所示的零件。在 Swiss-Type 数控机床上使用 SolidCAM 铣削和车削技术执行加工。
加工数据定义 (Machining Data)
此机床控制操作 (MCO) 定义了加工工艺所需的机床的主要加工数据参数。
前端面和轮廓车削 (Face MS; OD Turning MS)
这些车削操作使用合适的刀具、加工模式、粗加工/工作类型和精加工方法定义了前侧上的端面和圆柱表面的加工。
切槽和车螺纹 (OD Groove MS; OD Thread MS)
这些操作分别使用外径切槽刀和螺纹刀定义了切槽和螺纹特征的加工。
前端面加工 (Face Profile R; Face Profile F)
此轮廓操作定义了零件的前端面上的弧形特征的粗和精加工。
水平垫块加工 (Radial Y-Milling)
此型腔操作定义了前侧附近垫块特征的开放型腔加工,以准备孔加工。
孔加工 (Radial X-Drilling; Radial X-Tapping)
这些钻孔操作定义了先前加工水平垫块特征上的孔的钻孔和攻丝。
斜垫块/面加工 (20deg Middle Pad/Boss Face; 40deg Adj Face)
这些操作定义了以一定角度与零件相交的 3 个特征的加工。第 1 个型腔操作执行圆柱垫块加工至零件中间上的圆柱表面和轮廓操作加工锥形凸台特征的顶面;第 2 个型腔操作执行切槽特征附近与水平垫块相邻的面的加工。
锥形凸台加工 (5X Sim Boss; Drill B1 – D3)
这些操作定义了先前加工圆柱垫块特征上的锥形凸台的加工。Sim. 5-Axis 铣削操作使用平行与曲线策略加工凸台的外径表面;钻孔操作执行孔的钻孔至凸台中心。
环绕 logo 加工 (SolidCAM logo)
轮廓操作使用环绕功能定义了零件圆柱表面上的 SolidCAM logo 的加工。
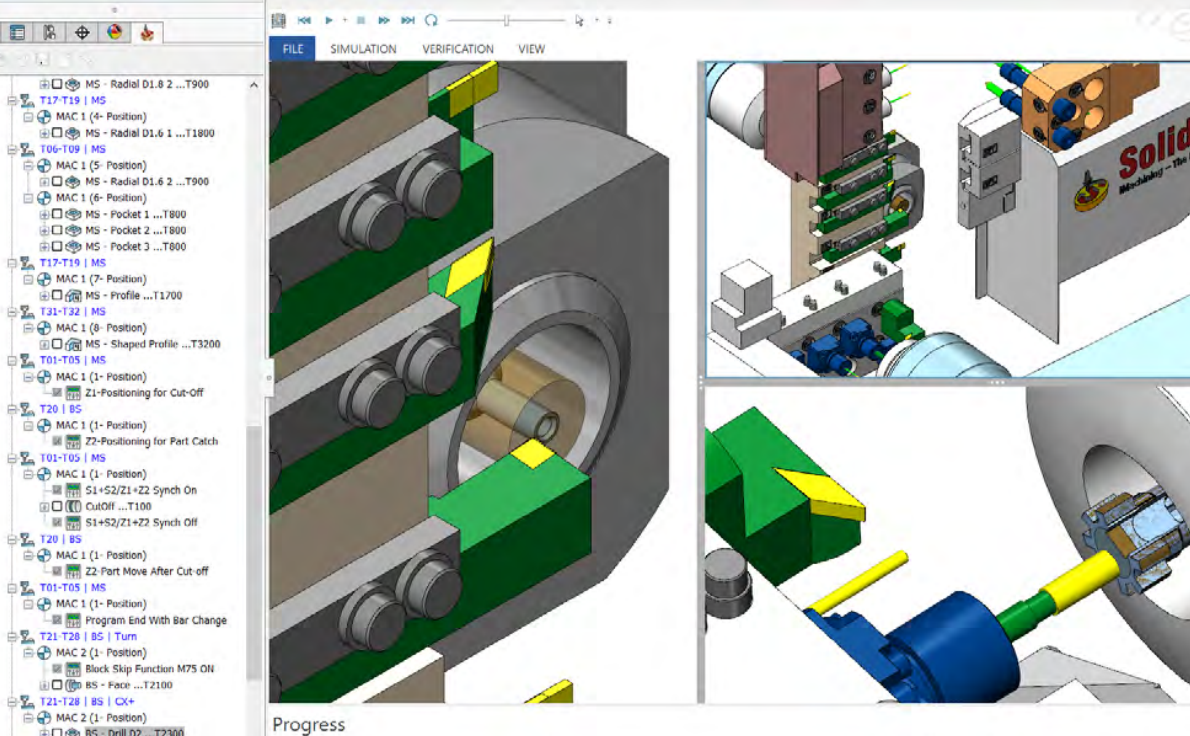
零件拾取 (Main Spindle – B1 Safety; Main Spindle/Back Spindle – PickUps)
这些 MCOs 定义了零件从主轴切断后抓住零件所需的工艺和准备零件转移加工。
零件切断 (CutOff – MS)
此切断操作定义了主轴上的切断的切削。
零件转移 (Main Spindle/Back Spindle – Part Transfers)
这些 MCOs 定义了零件从主轴转移到背主轴所需的工艺。
背端面和轮廓车削 (Face BS; OD Turning BS)
这些车削操作使用合适的刀具、加工模式、粗加工/工作类型和精加工方法定义了背侧上的端面和圆柱表面的加工。
零件松开 (Back Spindle – X2 Z2 to Reference; Back Spindle – Part Release)
这些 MCOs 定义了准备加工和从背主轴松开零件所需的工艺。
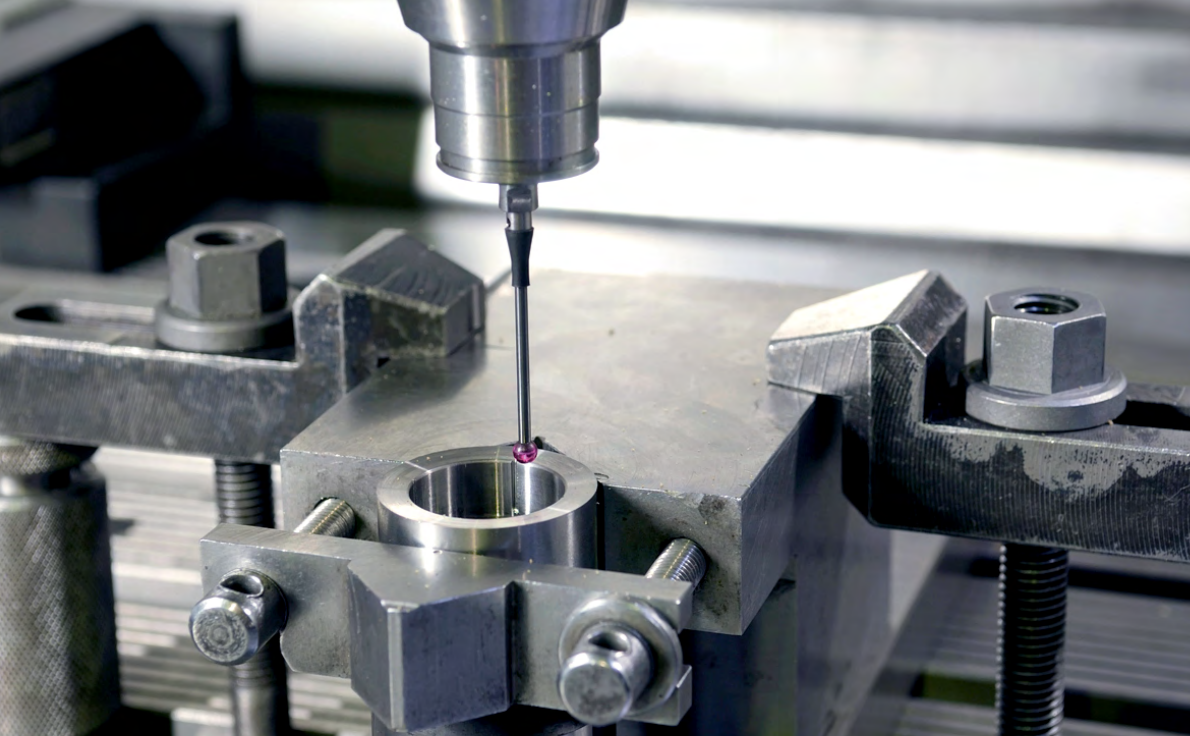
Solid Probe
刀具安装和现场测量的 SolidCAM 必备模块
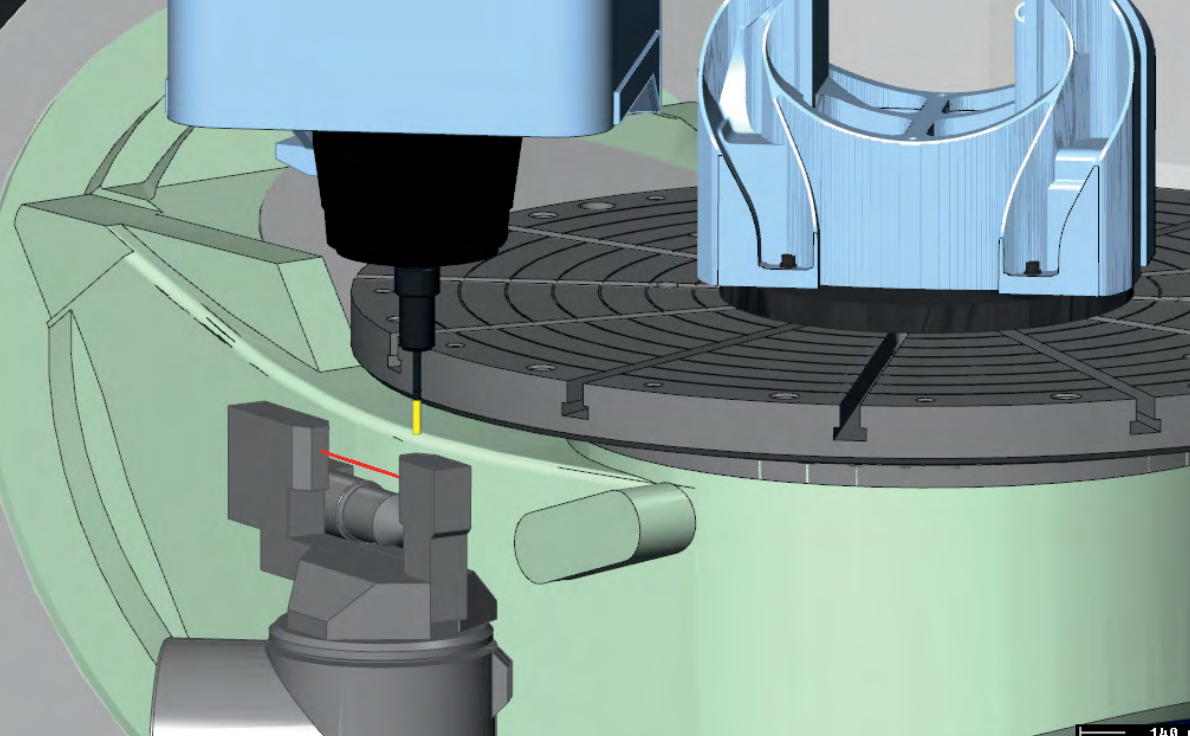
SolidCAM 的集成 Solid Probe 模块使用数控机床上的探头,提供原点定义 (工序) 和机床上验证 (测量) 能力。
使用 SolidCAM Solid Probe,你可以直接在你的数控机床上执行工序以及快速简单的测量,获得最佳质量的零件,无需中断工序。Solid Probe 还提供支持对刀仪。
SolidCAM 机床模拟提供所有探头运动的完全可视化,使你能够避免探头刀具的任何潜在损坏。
SolidCAM Solid Probe 是每位使用探头的机械师的必备模块
SolidCAM 的集成 Solid Probe 模块可以完成所有工作。
- 简单的原点定义
- 简单的机床上验证
- 支持对刀仪
- 在实体模型上轻松选取几何
- 支持广泛的 Solid Prode 工作程序
- 所有探头刀具运动的可视化
- 支持各种控制器
结合探头和加工操作
加工和探头操作一起显示在 SolidCAM 管理器中,可以共享在 CAD 模型上定义的相同几何。实体模型更改后,加工和探头操作都会自动更新,以使用新的几何。提供许多类型的 Solid Probe 工作程序,以简化测量挑战,在加工操作的同时使工作流程顺利。
原点定义
Solid Prode 提供 16 种不同的工作程序,轻松定义你的原点位置,取代了通常耗时的手动设置步骤。

机床上验证
使用 Solid Probe 工作程序测量加工表面,无需将零件转移到坐标测量机床 (CMM) – 可以直接在机床本身上检查零件。
循环运动的预览
Solid Probe 可以使用与 2.5D 铣削操作相同的几何,完美控制超公差和各种排序选项,直接预览探测刀具的运动。
支持对刀仪
Solid Probe 包括支持对刀仪,可以在加工操作和刀具更改事件之间检查你的铣削和车削刀具。它还提供刀具破损检测,以确保连续和安全的加工。
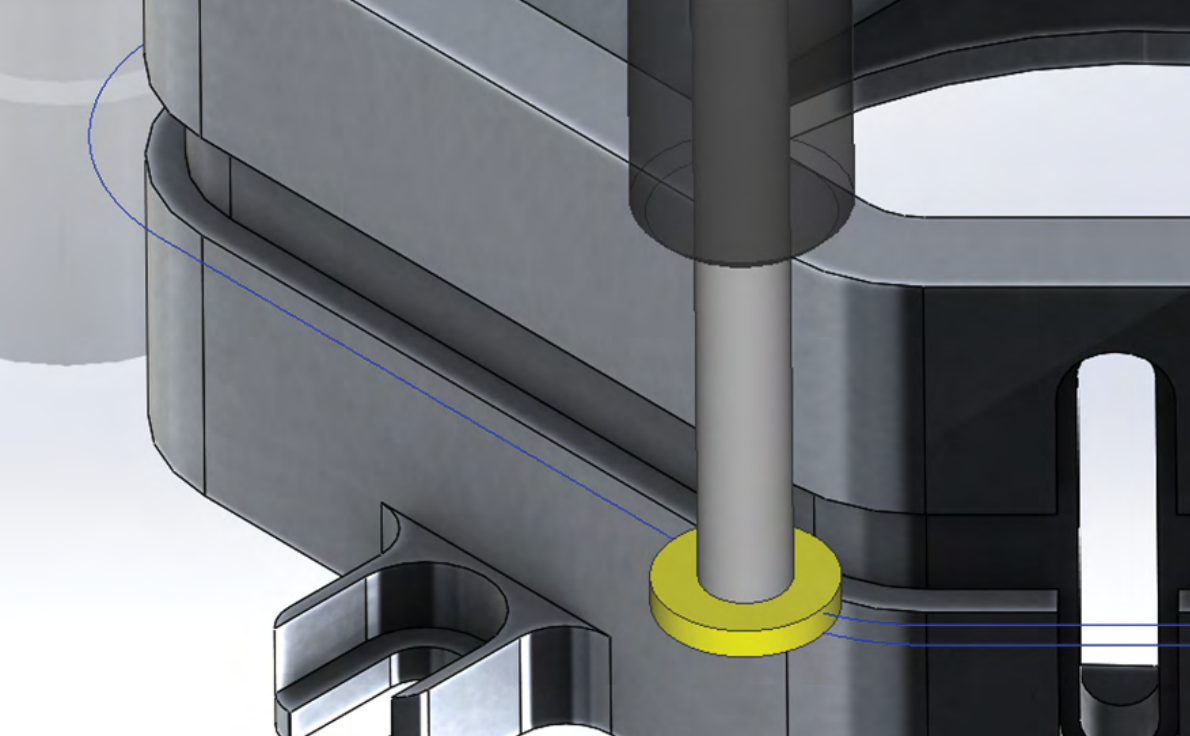
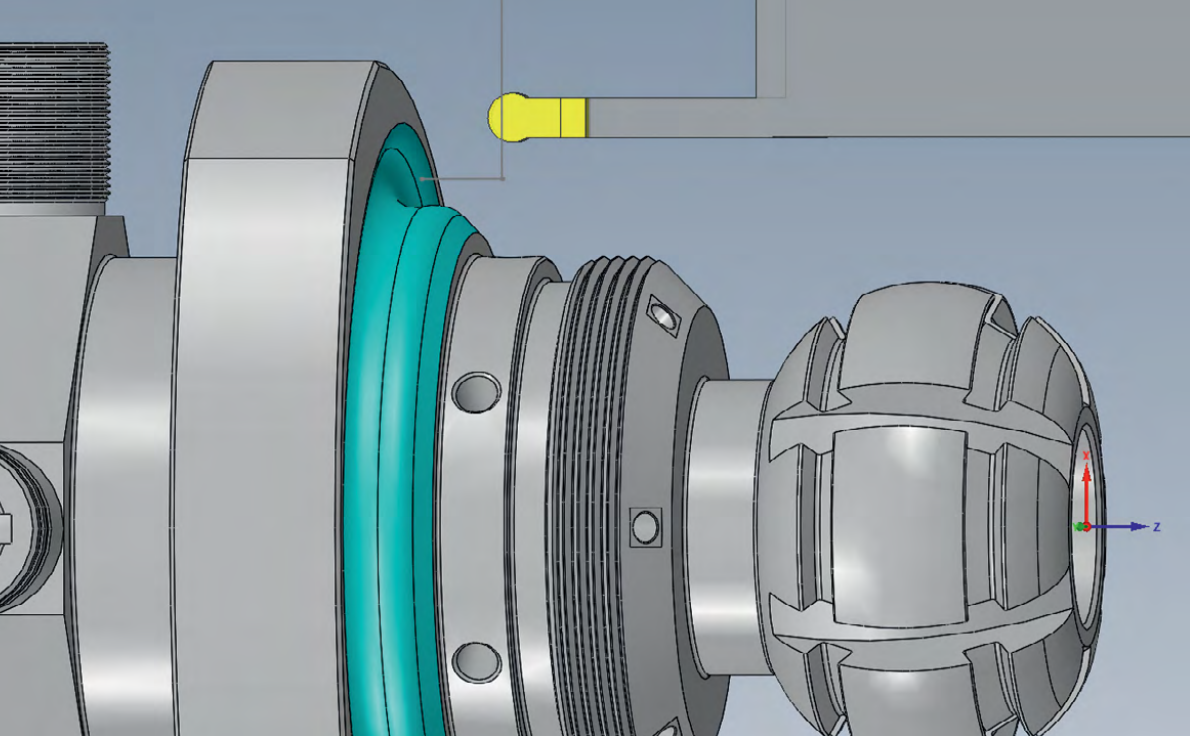
Solid_Probe.prz
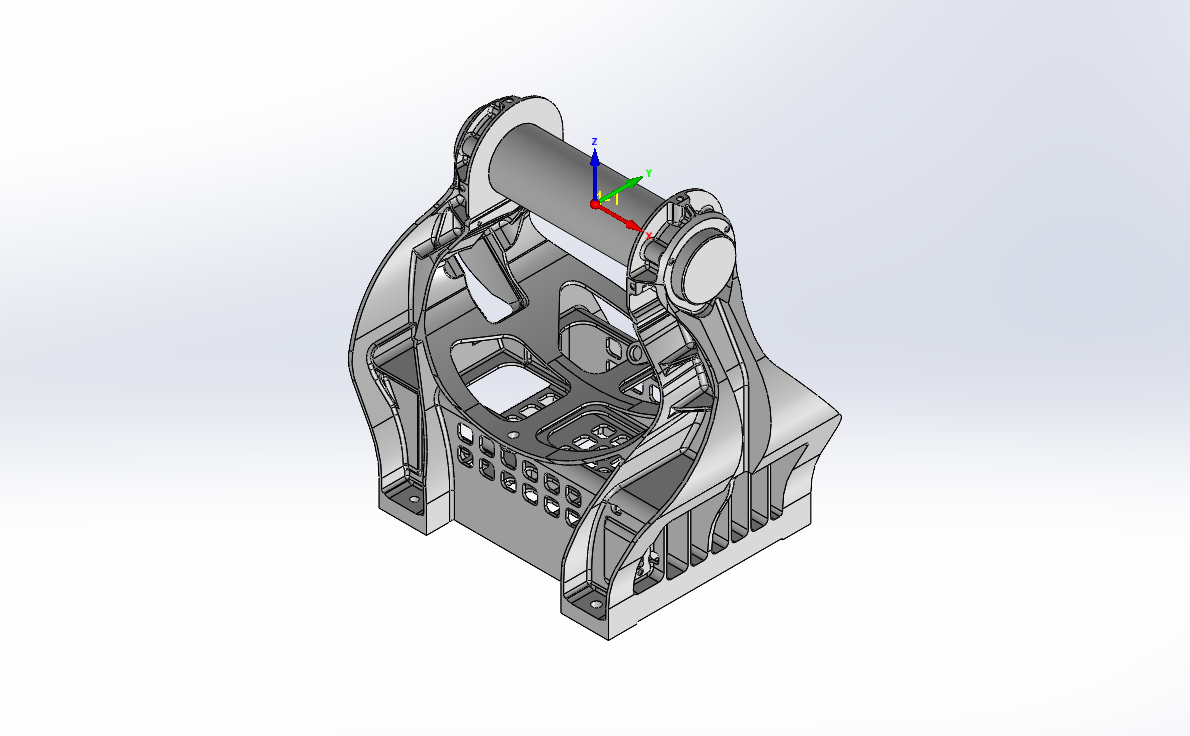
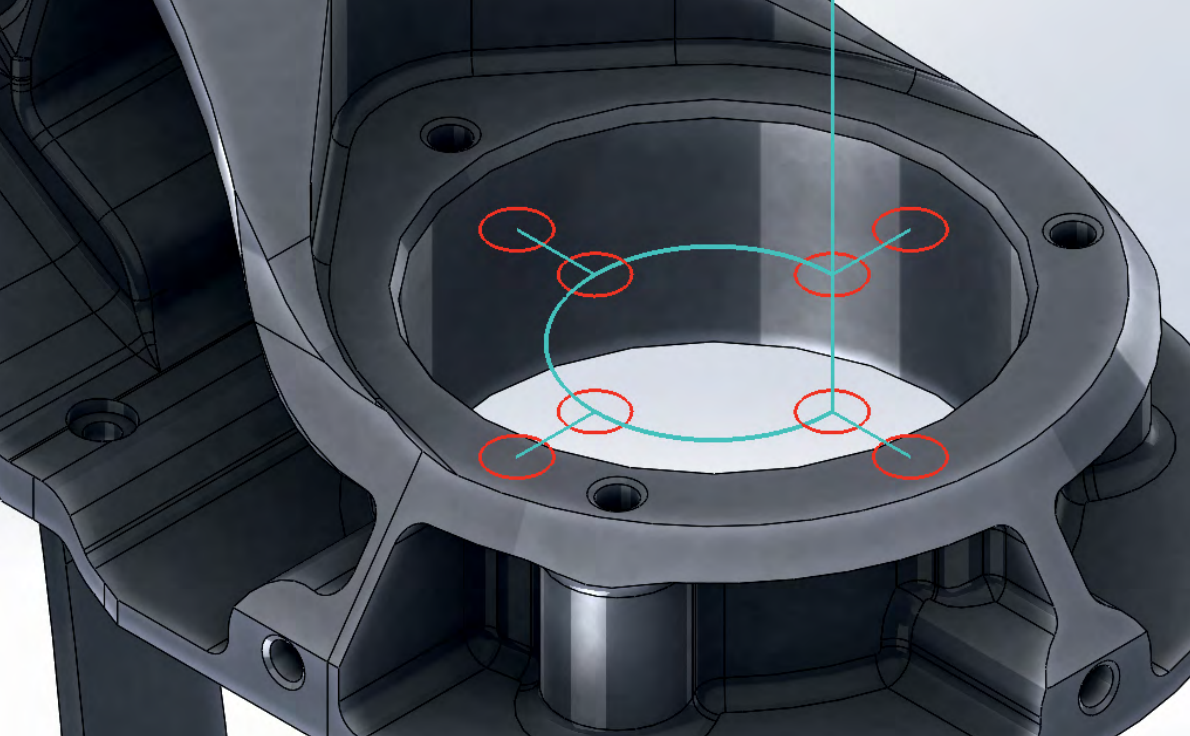
本例中的操作说明了如何使用 SolidCAM 的 Solid Probe 工作程序,检查如上所示零件不同区域的加工精度。1 个 SolidCAM 坐标系定义了多个位置。
圆柱表面直线度检查 (AY_contour1)
此角度 Y 工作程序使用加工坐标系 #1, 位置 #1 (MAC 1 (1-位置)) 定义了检查圆柱表面是否直线。
圆柱宽度检查 (B_contour2)
此凸台工作程序使用 MAC 1 (1-位置) 定义了检查圆柱的宽度。
圆柱长度检查 (B_contour1_1)
此型腔工作程序使用 MAC 1 (1-位置) 定义了检查圆柱的长度,测量两边界表面之间的距离。
圆柱高度检查 (B_contour1_2)
此单点 Z 工作程序使用 MAC 1 (1-位置) 检查圆柱的高度,测量最高点的位置。
圆柱直径检查 (C_contour; C_contour3)
这些圆柱工作程序使用 MAC 1 (2 和 3-位置) 检查圆柱两端上的直径。
孔直径检查 (H_contour4; H_contour5)
这些孔工作程序使用 MAC 1 (4 和 5-位置) 检查圆柱下方凸缘上的孔的直径。
系统要求
运行 SolidCAM 的系统要求与 SOLIDWORKS 所需的系统要求类似:
- Microsoft® Windows 10 Pro, 64 位操作系统
- Intel® or AMD® 3.0 GHz CPU 或更大, 4 或更多内核
- 16 GB RAM 或更多 (针对大型 CAM-零件,建议至少 32 GB)
- 2 GB GPU,带宽 80 GB/s 或更高 (访问 solidworks.com/support/hardware-certification/ 获取 SOLIDWORKS 认证的显卡和驱动程序)
- 建议使用 SSD 固态硬盘以获得最佳性能
- 1280 x 1024 或更高显示分辨率
- 鼠标或其他指针设备
- Web 下载、在线激活许可证和使用 eSupport 系统的 Internet 连接
- 建议使用 Adobe Acrobat 版本 9 或更高版本查看 SolidCAM 用户文档